
Amanda Nicholson, Customer Success Engineer at Moldex3D North America, Inc.
소개
사출 성형 플라스틱 부품의 용접 라인은 기계적 특성을 국부적으로 감소시킬 수 있습니다. 이러한 강도 및 내충격성 손실은 두 개의 용융 전선이 만나는 고분자 사슬 사이의 얽힘이 부족하기 때문입니다. 용접 라인 영역에 외부 하중이 가해지면 부품의 기계적 고장 가능성이 높아집니다.
사출 성형 공정은 금형 및 용융 온도를 높이고 용접 라인에서 팩 압력을 증가시켜 용접 라인 강도를 최대화하도록 최적화될 수 있습니다. 이러한 처리 변경은 체인 얽힘을 증가시킵니다. 기포가 끼지 않도록 용접 라인 영역에서 충분한 환기를 보장하고 회의 각도를 최대화하는 게이트 위치를 선택할 수 있도록 추가로 개선할 수 있습니다.
열가소성 수지에 유리섬유를 첨가하면 용융물 내의 고분자 사슬의 농도를 희석시켜 용접 라인에서의 기계적 물성 손실을 확대할 수 있어 사슬의 얽힘 가능성을 줄일 수 있다. 용접 라인에서 섬유 방향이 균일하지 않으면 강도와 강성이 손실됩니다.
재료평가
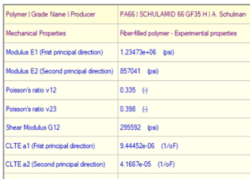
이 시뮬레이션 연구를 위해 A. Schulman의 PA66 Schulamid 66 GF35 H가 사용되었습니다. 재료 특성은 그림 1-5를 참조하십시오.
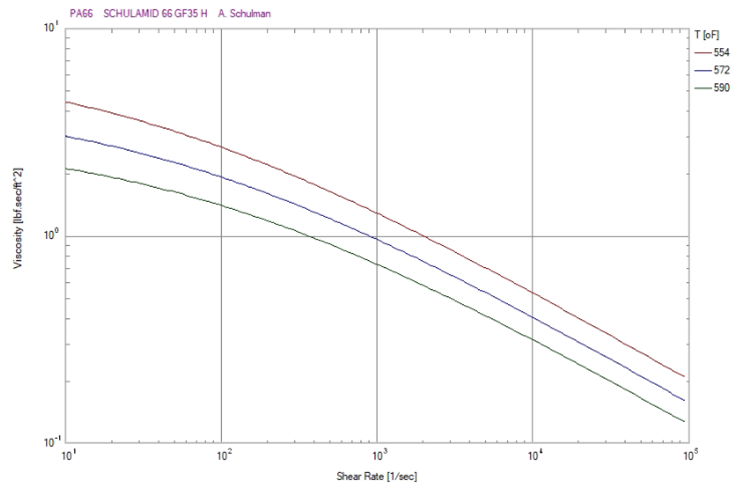
그림 1. 전단 속도 [1/sec] 대 점도 [lbf≤sec/ft^2] (출처: Moldex3d Studio 2021 R3 자재 마법사
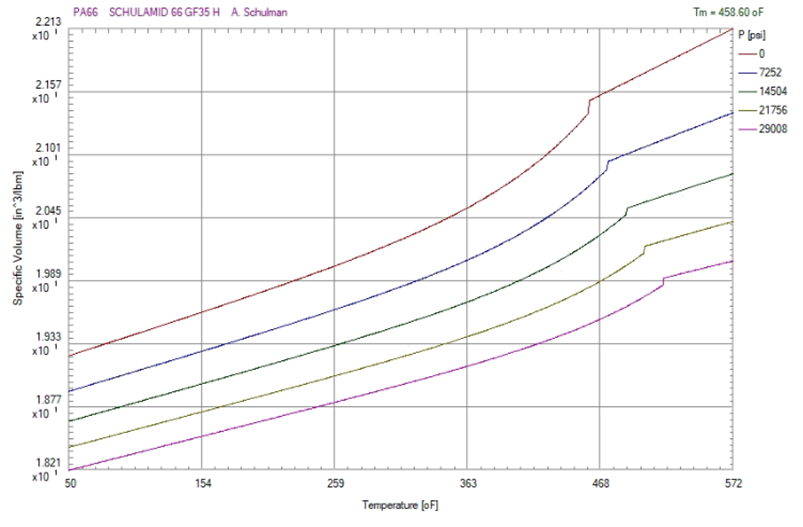
그림 2 온도 [°F] 대 특정 부피 [in^3/lbm] (출처: Moldex3d Studio 2021 R3 자재 마법사)
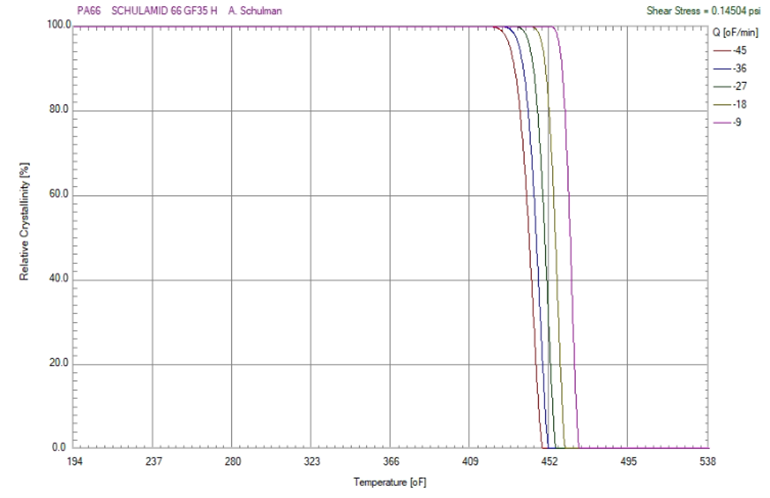
그림 3 온도 [°F] 대 상대 결정성 [%] (출처: Moldex3d Studio 2021 R3 자재 마법사)
 |
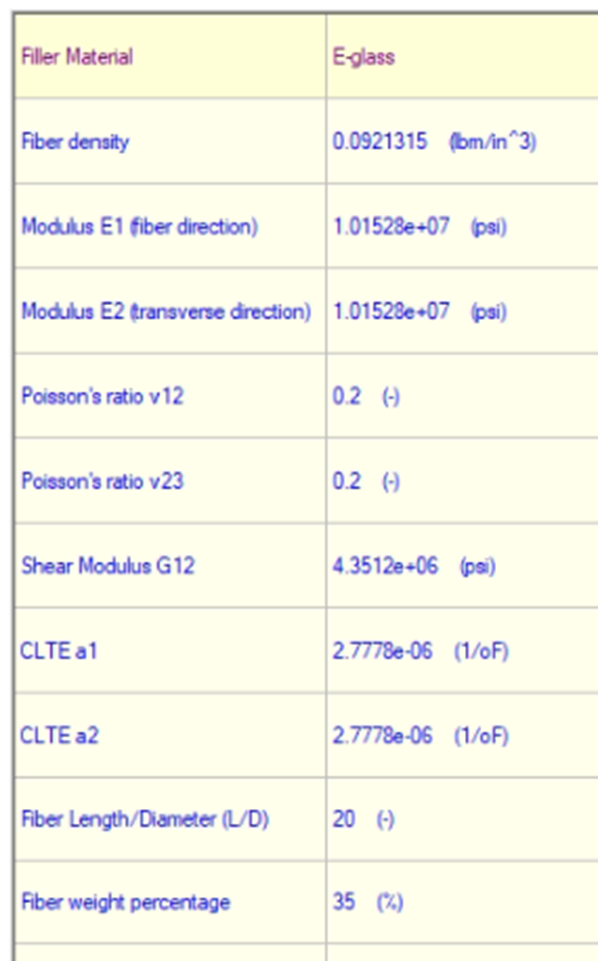 |
| 그림 4 기계적 특성(출처: Moldex3d Studio 2021 R3 자재 마법사) | 그림 5 필러 기계적 특성(출처: Moldex3d Studio 2021 R3 자재 마법사) |
모델
부품 설계가 이 재료의 강도에 미치는 영향은 세 가지 다른 1/8″ 두께 ASTM Type I 인장 바 모델을 사용하여 분석되었습니다.
설계는 다음과 같다. 하나는 하단에, 하나는 하단에, 다른 하나는 하단에, 두 개의 동일한 게이트는 벽 두께의 66.67%인 두 개의 동일한 게이트와 오프셋 오버플로 웰을 포함한다. 초기에 용접선이 형성된 후, 오버플로 웰을 오프셋하여 부품의 코어를 통해 언더플로 효과를
발생시켰다. 이 연구의 목적은 이 반결정성 유리 섬유로 채워진 열가소성 수지로 만들어진 부품의 계수에 대한 오프셋 오버플로우의효과를 시뮬레이션하는 것입니다.
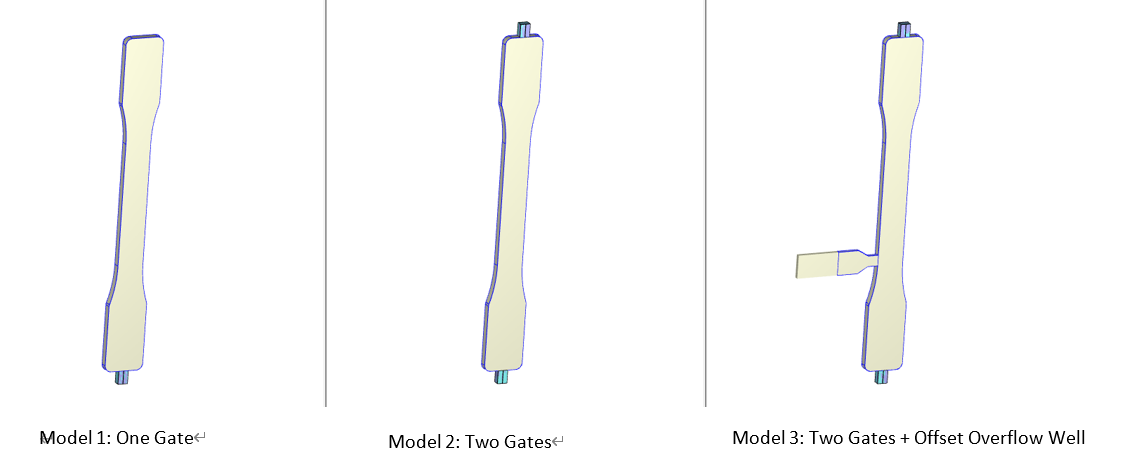
그림 6 ASTM Type I 인장 바 모델(출처: Moldex3D Studio 2021 R3 프로젝트 “20211021 용접선 강도”)
Simulation Results
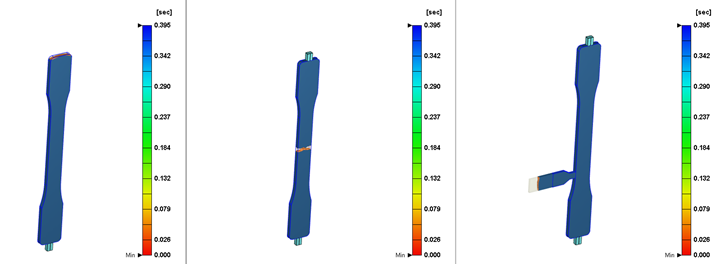
그림 7 EOF(충전 종료) (출처: Moldex3D Studio 2021 R3 프로젝트 “20211021 용접선 강도”)
모델 1: EOF는 게이트에서 바의 반대쪽 끝에 있습니다. 모델 2: EOF는 용접 라인이 형성되는 바의 중앙에 위치합니다. 모델 3: EOF는 오버플로 우물에 있습니다. 이는 오버플로 웰을 추가하는 것이 중요한데, 이는 용접선이 형성된 후 ‘언더플로’로 불리는 부품의 중심을 통해 재료 흐름이 이루어지도록 하는 것이며, 이는 유리 섬유의 방향을 조정하여 부품의 길이를 따라 주요 계수를 증가시키는 것이기 때문입니다. 용접 라인이 형성되기 전에 오버플로 유정이 채워지면 언더플로 현상이 발생하지 않습니다.
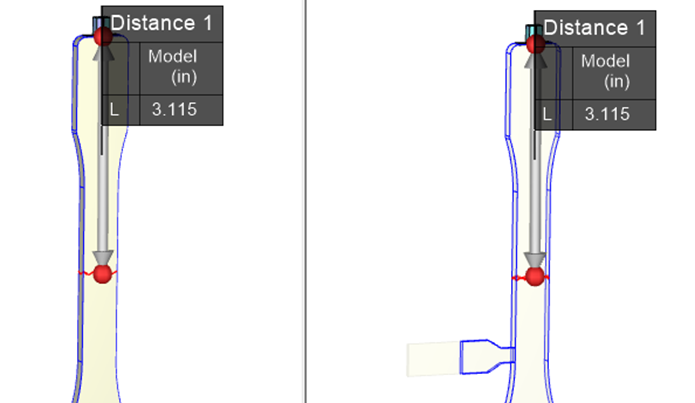
그림 8 용접선 위치, 거리 측정(출처: Moldex3D Studio 2021 R3 프로젝트 “20211021 용접선 강도”)
오버플로 웰을 추가하면 부품이 채워지는 방식이 변경되므로 용접 라인 위치를 이동할 수 있습니다. 이 경우 모델 2와 모델 3을 비교한 그림 8과 같이 용접선 위치는 부품 형상 변화에 영향을 받지 않았다.
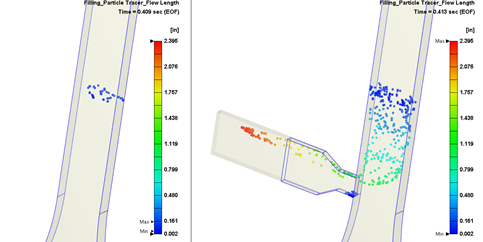
그림 9 용접선의 입자 추적기(출처: Moldex3D Studio 2021 R3 프로젝트 “20211021 용접선 강도”)
Moldex3D의 Particle Tracer 결과는 용융 입구 또는 용접 라인에서 유래된 입자의 흐름 길이를 보여줍니다. 그림 9에서 입자는 용접선 위치로부터 추적된다. 모델 2는 용접선이 형성된 후 무시할 수 있는 입자 흐름 길이를 보여줍니다. 모델 3은 입자가 부품의 중심을 통과하여 오버플로우 웰로 이동하는 모습을 보여줍니다. 이러한 움직임은 용융물에서 유리섬유의 방향을 바꾸고, 고분자 사슬의 얽힘을 증가시킨다.
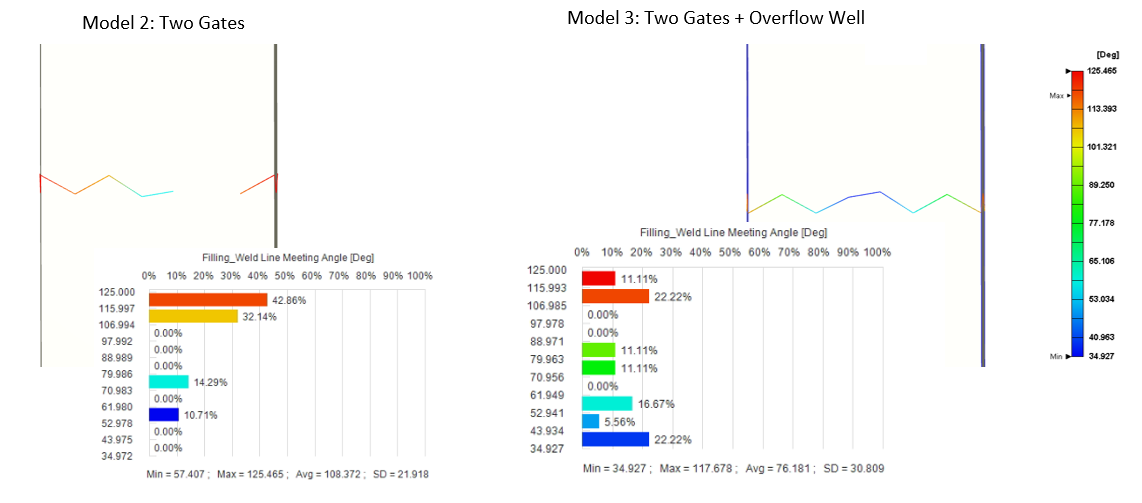
그림 10 용접선 접합 각도(출처: Moldex3D Studio 2021 R3 프로젝트 “20211021 용접선 강도”)
용접선 만남각은 0° ~ 135° 범위의 두 수렴 용융 전선의 만남각이다. 용접 라인 접합 각도가 180°이면 하나의 용융 전면을 나타내고 0°이면 두 용융 전선이 정면 충돌하여 버트 용접이 약해집니다. 용접 라인이 만나는 각도가 작을수록 용접 라인이 눈에 잘 띄며 강도가 크게 감소합니다. 따라서 심미적 및 구조적 이유로 용접 라인 접합 각도가 더 큰 것이 선호됩니다. 도 10에서 막대그래프는 오버플로 웰의 첨가에 의해 용접선 접합 각도가 감소하였음을 나타내어 바람직하지 않다.
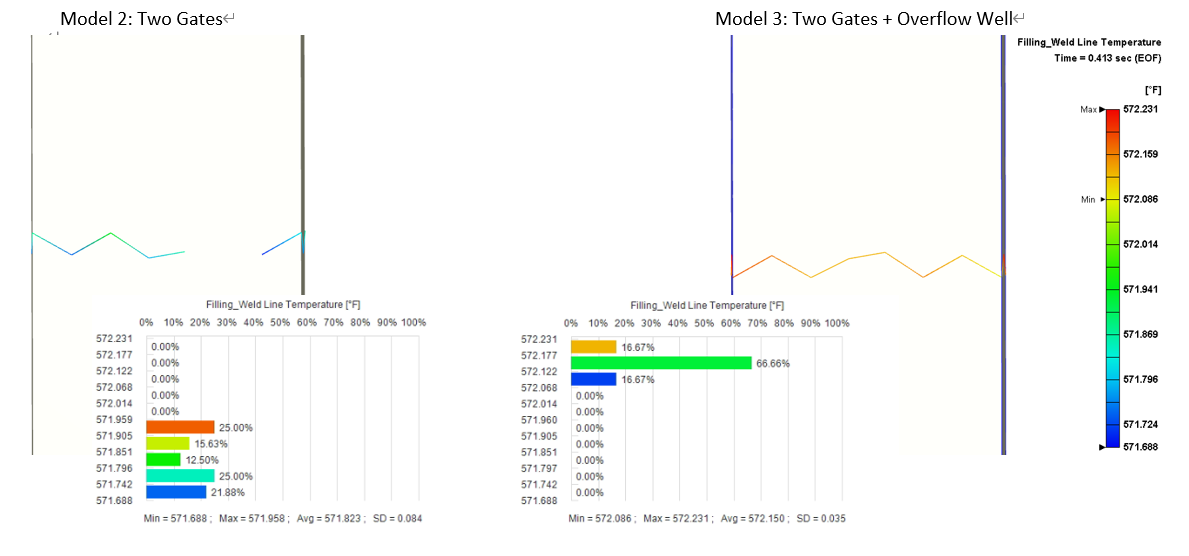
그림 11 용접 라인 온도(출처: Moldex3D Studio 2021 R3 프로젝트 “20211021 용접선 강도”)
Moldex3D의 용접 라인 온도 결과는 용접 라인 미팅 영역의 온도 분포를 보여줍니다. 용접 라인 온도가 증가하면 용접 라인의 외관이 줄어들 수 있지만, 이러한 이유로 용융 온도를 증가시키면 왜곡 가능성이 증가할 수 있다는 점에 유의해야 합니다. 도 11부터 오버플로 웰의 첨가로 용접선 온도가 약 0.25°F 상승하였다.
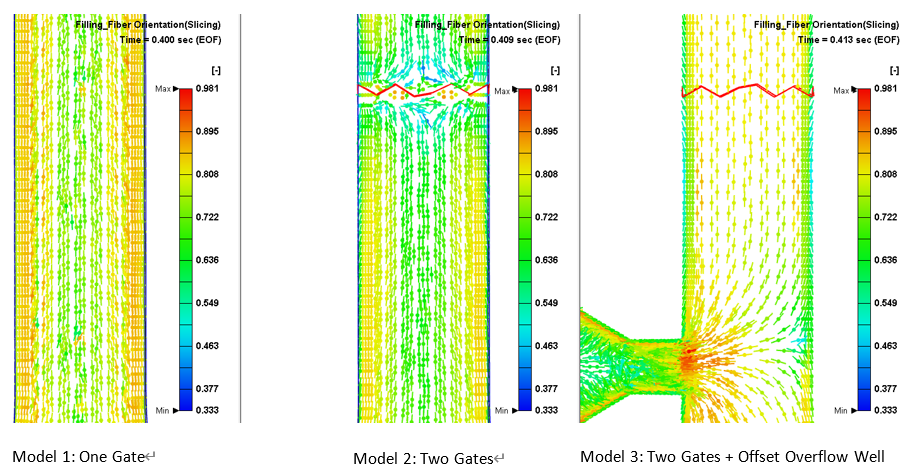
그림 12 부품 코어에서의 섬유 방향(출처: Moldex3D Studio 2021 R3 프로젝트 “20211021 용접선 강도”)
Fiber Orientation(섬유 방향) 결과는 EOF 또는 EOP에서 섬유에 대한 방향 벡터를 보여줍니다. 도 12에는 EOF에서 부분의 두께를 반쯤 지나 유리섬유의 배향성이 도시되어 있다. 방향 값이 1이면 섬유는 한 방향으로 완벽하게 방향을 잡은 반면, 방향 값이 1/3이면 완전히 무작위 방향을 나타냅니다. 모델 1은 중간에서 높은 수준의 방향, 모델 2는 용접 라인에서 더 많은 랜덤 방향, 모델 3은 용접 라인 위치에서 높은 방향, 그러나 오버플로 웰 입구 근처에서 섬유 벡터 방향의 이동을 보여줍니다. 용접 라인 위치의 방향성 섬유는 플라스틱을 보강하여 계수를 증가시킵니다.
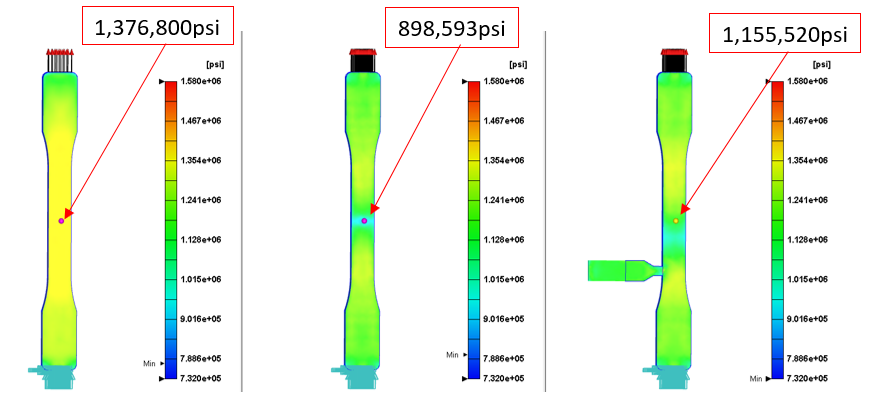
그림 13a: 부품 표면의 주요 계수(출처: Moldex3D Studio 2021 R3 프로젝트 “20211021 용접선 강도”)
Major Modulus(주요 계수) 결과는 부품의 흐름 방향의 계수를 나타냅니다. 섬유는 이 방향에서 가장 높은 방향성을 가지므로 부품의 강성에 미치는 영향이 이 방향에서 가장 큽니다. 모델 1은 가장 높은 주계수(major modulus)를 나타내며, 이는 도 12에서 보는 섬유배향 결과와 일치한다. 모델 2는 주요 계수의 감소를 보여주며, 용접 라인 위치에서 가장 현저한 감소를 보여줍니다. 모델 3은 모델 2와 비교할 때 용접선 위치의 모듈러스 증가뿐만 아니라 저모듈러스 영역의 하향 이동도 보여줍니다.
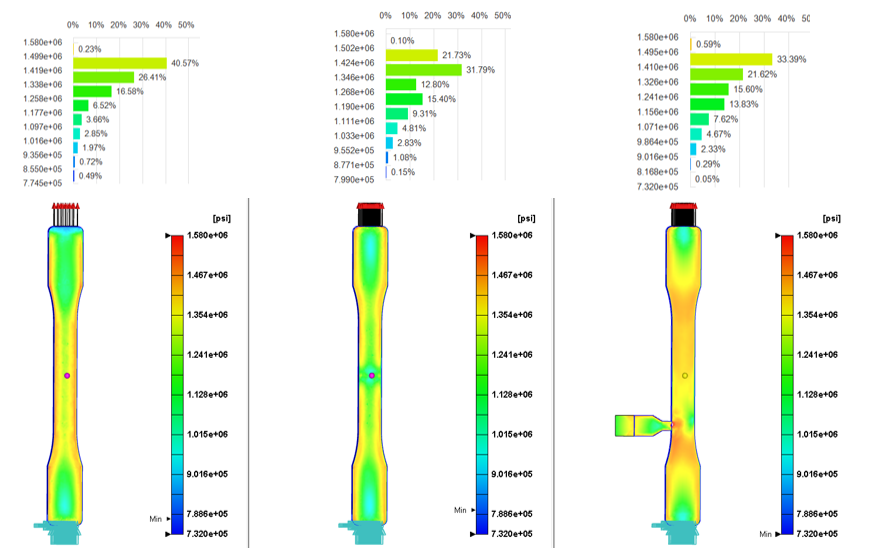
그림 13b: 부품의 핵심에 있는 주요 계수(출처: Moldex3D Studio 2021 R3 프로젝트 “20211021 용접선 강도”)
그림 13b로부터 상기 모델들의 막대 그래프는 계수값의 분포를 나타낸다. 모형 1은 고모듈러스 면적의 가장 높은 양을 나타내고, 모형 2는 고모듈러스 면적의 감소를 나타내고, 모형 3은 모형 2에 비해 고모듈러스 면적의 어느 정도 회복을 나타냅니다. 부품 전체의 분포를 보면 모델 3의 용접선 위치의 계수가 모델 2보다 높습니다.
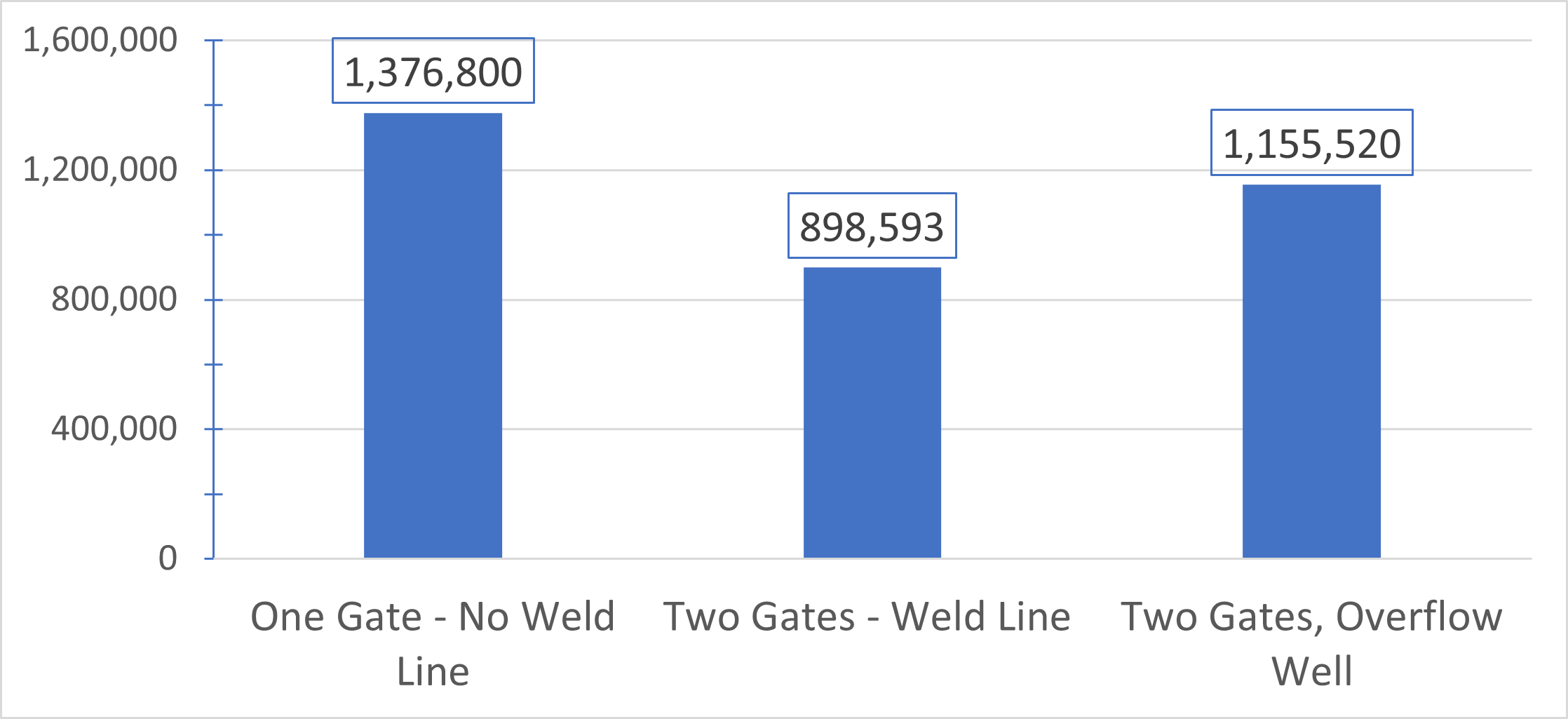
그림 14 주요 계수 대 모델
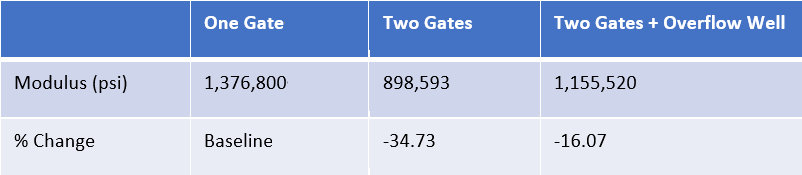
그림 15 주요 계수의 변화
그림 14 및 15부터 오프셋 오버플로 웰을 추가하여 용접선 위치의 모듈러스 손실을 완화하였다.
결론
오프셋 오버플로 웰 사용은 용접 라인 위치에서 주 계수를 증가시키는 효과적인 방법입니다. 이 경우 ASTM 유형 I 인장 바의 중심에 있는 용접 라인은 주요 계수를 1,376,800 psi에서 898,593 psi로 감소시켜 강성이 34.73% 감소했습니다. 오프셋 오버플로를 사용하면 용접선 위치의 주요 계수가 1,155,520 psi로 증가하여 용접선이 없는 제어 인장 바에서 16.07% 감소했을 뿐입니다. 오버플로 웰이 구현될 경우 용접 라인의 위치가 변경되지 않을 수 있습니다. 표면의 섬유 방향 변경과 용접 라인 온도 상승으로 인해 용접 라인의 외관적 개선 가능성이 있습니다. 오버플로 웰 설계는 시뮬레이션을 사용하여 각 부품 설계에 최적화해야 합니다.