

편집: 코어 테크 기술지원부 엔지니어 천스졔
1985년에 설립된 페이뤼 유한회사는 초기 가정용품 라인의 제품을 주로 해외 수출하였고, 현재는 자체 공장을 설립하여 제조, 판매하는 방식으로 전환하였습니다. 단일 제품 23종 56개 사이즈의 아크릴 밀폐 탱크를 연구 개발하는 한편 다양한 제품군으로 경영을 적극적으로 다각화하고 있습니다. “고, 중, 저”의 상품으로 포지셔닝하는 동시에 “홍보용 제품”, “발명 특허 상품”을 활용한 마케팅 이점을 창출하고 있습니다. 고품질의 제조 기술에 “디자인/마케팅/제조”라는 세가지 경쟁력을 결합하는 한편 미래 지향적인 스마트 제조를 통해 “안정적 설비, 표준 프로세서, 정확한 생산방식 및 지능형 제조”의 발전 목표를 점증적으로 구현해 가고 있습니다. (Source)
개요
본 사례는 가정용 이지오픈 캔입니다. 그림 1과 같이 주요 기능은 식품이나 재료를 담는 식품 저장용 용기이며, 제품 형태가 길고 좁은 캔이기 때문에 코어의 구조와 강성이 구조에 의해 결정됩니다. 사출 과정에서 금형 벽은 내부 금형 압력을 형성하기 쉽고, 흐름 불균형으로 인해 코어가 변형 및 시프트 되기 쉬우며, 심하면 제품 두께 편차 및 심각한 에어 트랩과 웰드 라인 문제가 발생합니다. 이 연구에서 페이뤼 유한회사는 Moldex3D를 사용하여 금형 설계 및 사출 성형 공정을 최적화함에 따라, 길고 좁은 캔 형태의 문제로 인한 성형 결함이 개선되고 생산 능력과 품질 안정성이 향상되었습니다.
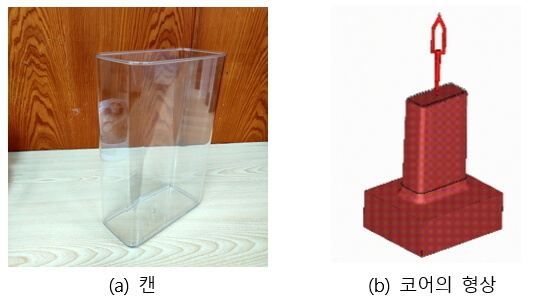
그림 1 이지오픈 캔 제품
도전
- 에어 트랩 및 웰드 라인 등의 외관 결함 개선
- 금형에서의 코어 시프트 감소
솔루션
페이뤼 유한회사는 Moldex3D Advanced 및 Core Shift모듈을 사용해 fluid-structure interaction (FSI) 분석을 수행하여 코어 변위 문제를 진단하고, 밸브 게이트 핫러너를 사용하여 흐름 불균형을 개선합니다. 또 제품 두께, 코어 및 캐비티 온도 등의 파라미터를 변경하여 제품의 웰드 라인을 개선하고 흐름 불균형 문제를 최적화합니다.
효과
- 흐름 불균형의 문제 해결, 코어 시프트 문제 제어.
- 웰드 라인 제거, 제품 파손 방지
- 제품 외관 품질 요구사항 충족
- 생산 수율이 0%에서 99.7%로 향상
사례 연구
이 사례는 해석 결과를 통해 여러가지 핫러너 타입이 흐름 불균형에 미치는 영향, 코어의 이동량에 미치는 영향을 분석하고, 처짐 효과에 대한 금형강의 영향과 Direct side 및 Reverse side의 금형 온도차를 관찰합니다. 목표는 길고 좁은 형상으로 인해 발생하는 잠재적인 결함을 극복하기 위해 파라미터의 최적 조합을 찾기 위해 차이점을 평가하는 것입니다. 첫 번째 part에서는, 그림 3과 같이 각각 두 가지 유형의 핫러너로 Corner effect로 인한 흐름 불균형이 관찰됩니다. 결과에 의하면 Type A의 싱글 밸브 게이트를 사용하면, 내부 및 외부 양측의 온도 분포 차이로 인해 러너 내에서 수지의 Corner effect가 발생함에 따라 흐름 불균형이 확인됩니다. Type B 이중 밸브 게이트를 사용하면 흐름 균형이 개선되어 흐름 불균형 결함을 성공적으로 개선할 수 있습니다.
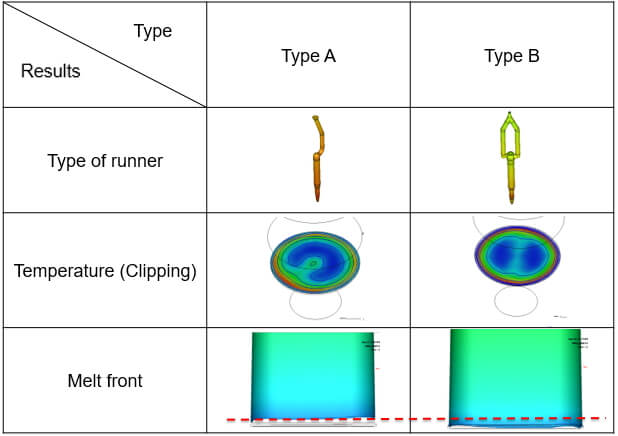
그림 3 다양한 타입의 핫러너 온도와 용융 선단 비교
두 번째 part에서는 코어 side 에서의 처짐 현상을 해결하기 위해 금형 재질과 금형온도가 코어 시프트에 미치는 영향을 각각 관찰했습니다. 표 1에서 보는 바와 같이 코어플레이트의 재질 및 유동 밸런스 해석 결과를 통하여 2234 재질의 결과가 80% 이후부터 유동 밸런스와 압력 편차가 가장 우수하게 나타납니다.
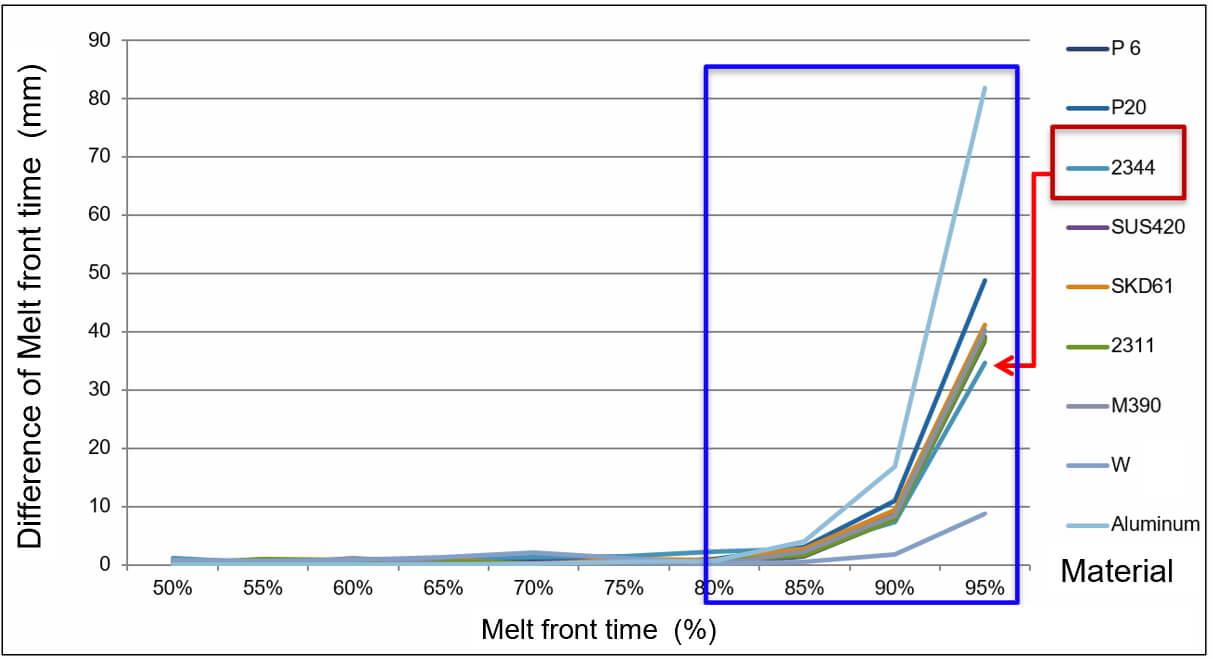 그림 4 코어 재질 및 흐름 균형 분석
그림 4 코어 재질 및 흐름 균형 분석
표 1 다양한 금형 강재의 처짐 및 코어 시프트 변형량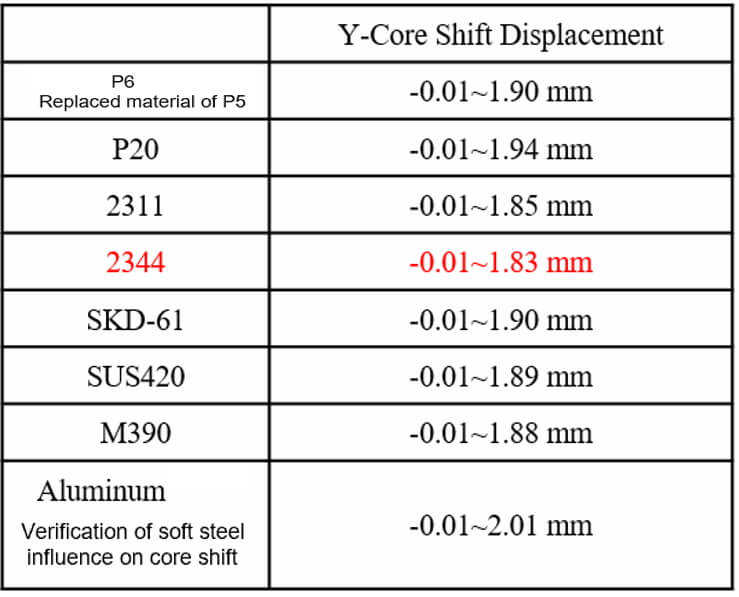
그림 5와 같이 코어 측은 gasket을 사용하여 Y 방향으로 0.08mm 이내로 조정됩니다. 이 조정은 원래 모델의 두께에 변화를 가져옵니다. 그림 6과 같이 기존 상태가 오프셋 되지 않은 경우 에어 트랩은 +Y 방향의 중간 위치에 위치합니다. 코어 측이 -0.08mm 이동되면 에어 트랩이 -Y 방향으로 이동합니다. 이 위치 조정으로 인해 웰드 라인이 만나는 각도가 증가하여 에어 트랩 상황이 개선되고 코어 측면의 편향이 제어됩니다.
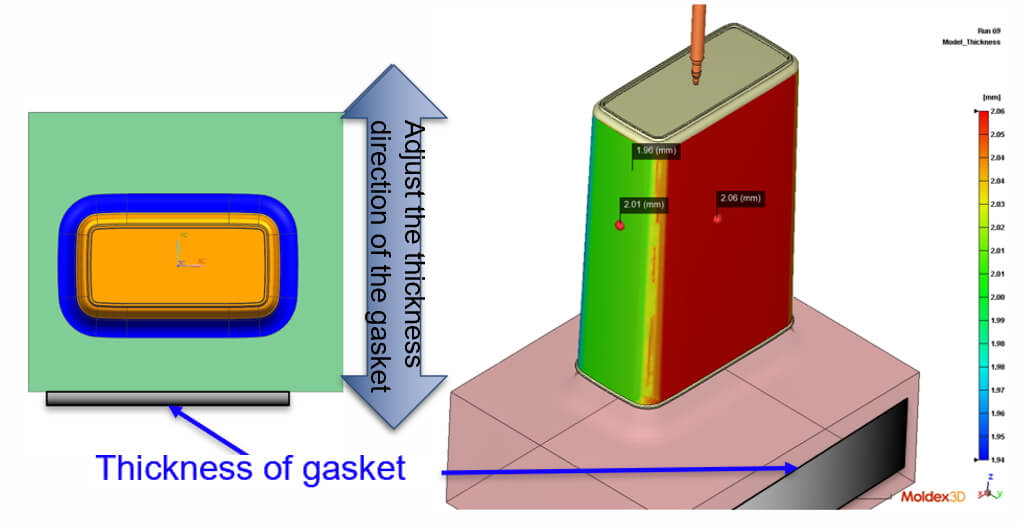
그림 5 -Y 방향으로 조정되는 코어
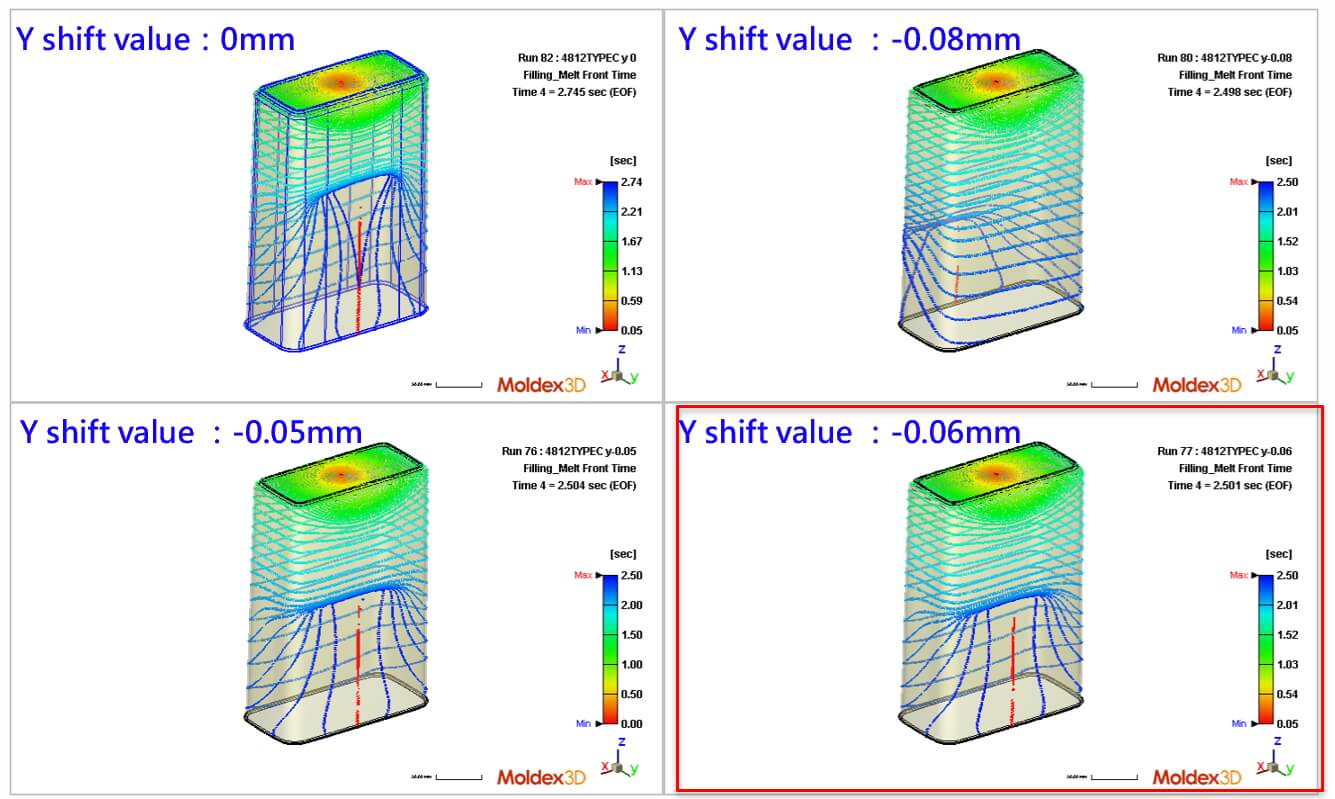 그림 6 흐름 결과에 대한 코어 시프트의 영향
그림 6 흐름 결과에 대한 코어 시프트의 영향
금형 설계 단계에서 코어 시프트에 대한 Direct side 및 Reverse side의 금형 온도차를 조정하는 영향을 관찰하기 위해 금형 양쪽의 냉각 채널을 별도의 순환으로 설정하며(그림 7 참조) 양쪽에서 금형 온도를 각각 제어합니다. 양쪽의 기존 금형 온도는 50°C로 설정되었습니다. Direct side 및 Reverse side의 금형 온도차를 조절하여 Direct side 온도가 40°C, Reverse side 온도가 49.9°C일 때 Melt Front가 획기적으로 개선되어 에어 트랩문제가 해결됨을 확인하였습니다. (그림 8 참조)
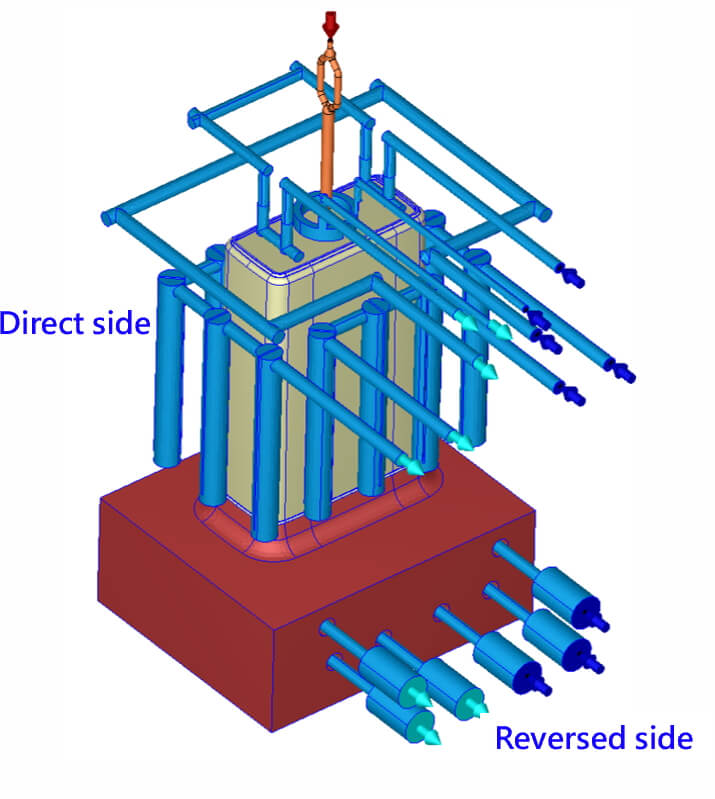 그림 7 냉각 채널 설계
그림 7 냉각 채널 설계
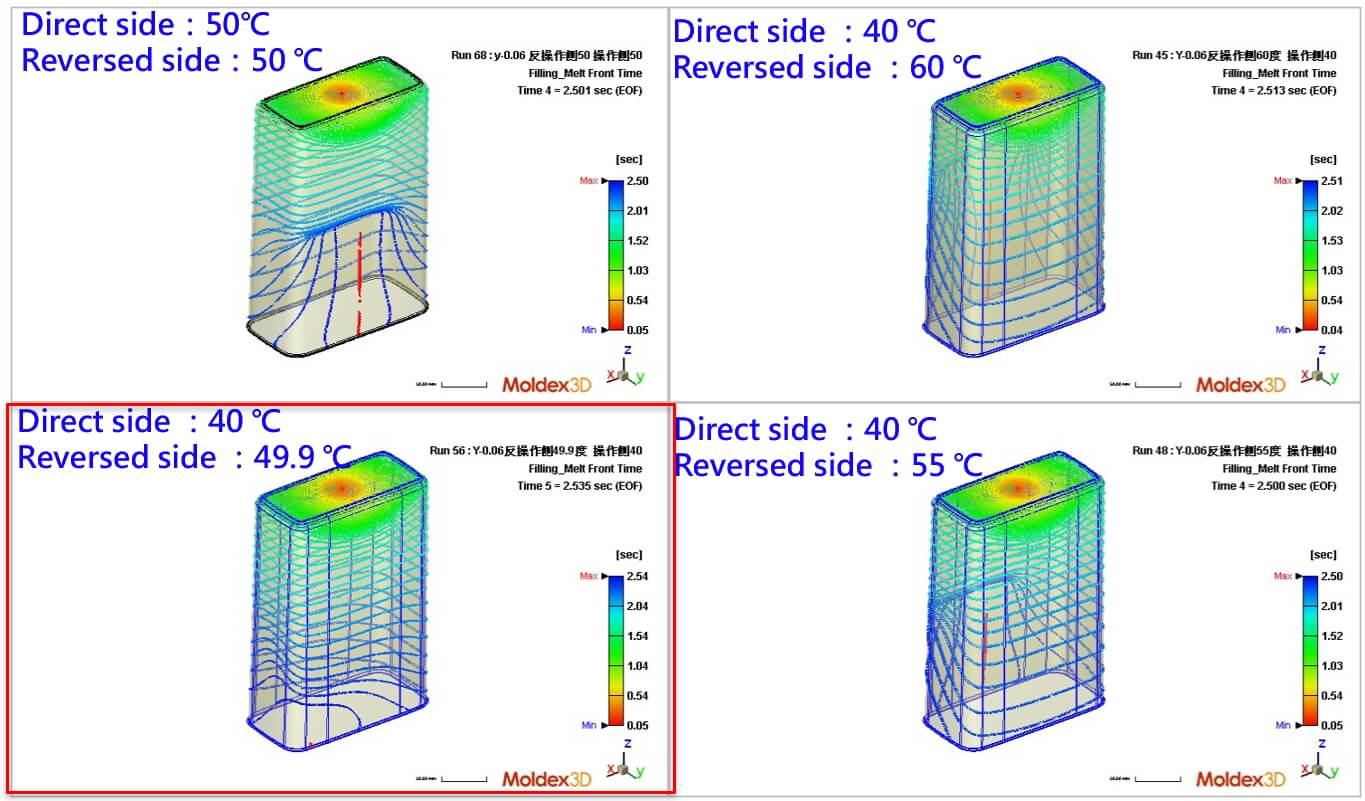 그림 8 금형 온도 제어가 매칭된 코어 시프트 0.06mm가 흐름 결과에 미치는 영향
그림 8 금형 온도 제어가 매칭된 코어 시프트 0.06mm가 흐름 결과에 미치는 영향
마지막으로 위의 핫러너 유형, 금형 강재, 코어 시프트 및 Direct side 및 Reverse side의 금형 온도차 설정 등과 같은 다양한 파라미터 변경에 따라 이러한 요인들이 제품의 흐름 거동, 에어 트랩, 웰드 라인 위치 및 코어의 변형에 미치는 다양한 정도의 영향을 관찰할 수 있습니다. 그림 9(a)에서와 같이 Moldex3D 금형 테스트를 수행하기 전 금형 테스트 제품에는 코어 변형으로 인해 심각한 이형 마크, 웰드 라인 및 에어 트랩 문제가 나타납니다. 그러나 Moldex3D의 분석을 활용하면 결함의 원인을 판단하고 조작 조건을 최적화하여 최종적으로 품질 표준을 성공적으로 충족할 수 있습니다. 그림 9(b)에서와 같이 최적의 조작 조건은 양방향 핫러너 시스템, 코어 시프트 0.06mm, Direct side의 금형 온도 35°C, Reverse side의 금형 온도 70°C를 최종 양산 조건으로 사용할 수 있습니다.

그림 9 제품의 개선 전과 후 크게 향상된 품질
결과
페이뤼 유한회사는 Moldex3D의 시뮬레이션 분석을 통해 성형 공정에 영향을 미치는 금형 강재, 코어 시프트 및 Direct side 및 Reverse side의 금형 온도차 제어 등의 유효한 요인을 파악하고, 플라스틱 흐름 상황을 파악하여 최적의 흐름 형식을 판단하였습니다. 가장 적절하고도 효율적인 방식으로 공정 파라미터를 제어함에 따라 최종적으로 에어 트랩, 웰드 라인이 제거되고, 제품 외관 품질 등의 요구사항이 충족되었으며, 성형 생산 수율이 0%에서 99.7%로 향상되었고(0.3% 불량은 기타 요인), 안정적이고 지속적으로 24시간 생산 목표를 달성하였습니다. 따라서 Moldex3D의 강력한 분석 모듈, 재료, 금형 설계, 성형 파라미터를 통해 결함을 효과적으로 예측하고 대책을 수립할 수 있으며, 개발 시간을 단축하고 금형 수리 횟수를 줄여 개발 비용을 크게 절감할 수 있습니다.