
차량 무게와 비용이 줄어들면서 장 섬유 보강 복합소재는 자동차 산업에서 꾸준히 성장하고 있으며, 장 섬유를 보강한 플라스틱은 기계적 성질이 크게 향상된 복합 재료가 된다. 사출 성형 공정은 열 가소성 섬유 강화 제품을 제조하는데 사용되는 가장 일반적인 공정이다. 그러나 사출 성형 공정 중에 섬유의 파손이 발생하게 된다. 섬유 길이는 기계적 특성, 강도, 강성 그리고 충격에 큰 영향을 미친다. 장 섬유의 몇 가지 장점을 보면, 우수한 기계적 성질, 내 충격성, 그리고 향상된 크리프 성능 등이 보고 되고 있다. 그러나 보강 섬유의 길이가 짧아 질 수록 앞서 언급 된 긍정적인 요소가 줄어든다. 하지만, 스크류에 의해 줄어드는 섬유의 길이를 예측하는 것은 매우 어렵다.
가소화 단계를 거치며 불안정한 제어 조건에서는 섬유의 길이는 50%정도 줄어 들 수도 있다. 예를 들면 섬유 길이가 10mm에서 5mm가 되는 것이다. 이로 인해 가장 문제가 되는 요소는 제품의 내 충격성 감소이다. 장 섬유가 적용된 제품의 대부분은, 자동차에서 개인의 신체를 보호 하거나 전자 기기에서 내부의 회로를 보호하기 때문에, 충격 흡수 개선이 주 목적이다. 설계자가 스크류에서의 섬유 길이 감소에 대한 예측이 꼭 필요한 이유이다.
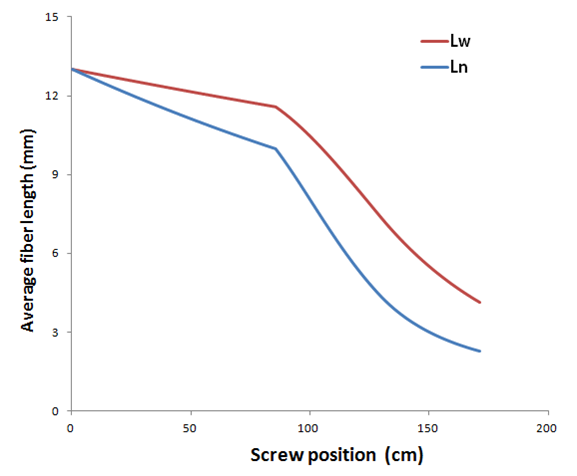
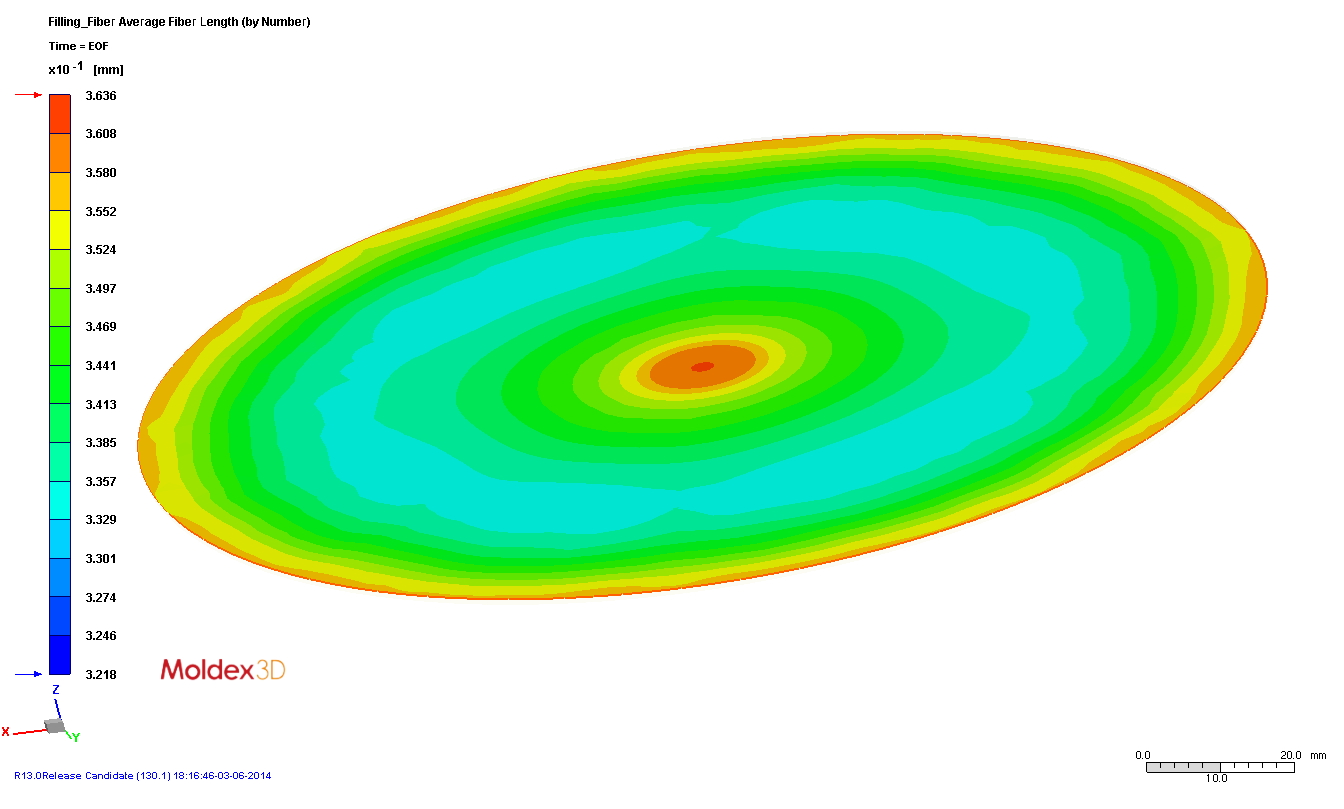
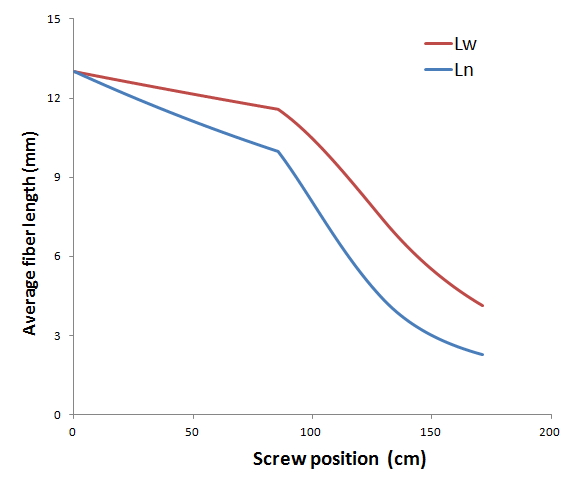
최초 13mm의 섬유 길이를 가지는 재료로 디스크 형상의 시편 중심에 게이트를 놓은 충전 과정을 고려해 보면, Moldex3D fiber module은 장 섬유 길이 감소 문제를 평가할 수 있다.(그림1) 스크루에서 게이트를 지나 제품을 들어가는 공정 때문에, 수 평균 길이(Ln), 중량평균 길이(Lw), 이 두 길이 단위를 보통 사용한다.
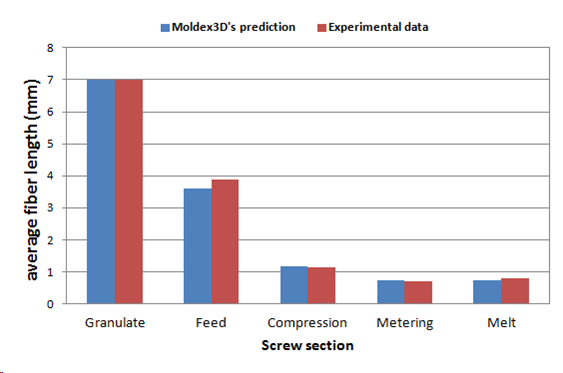
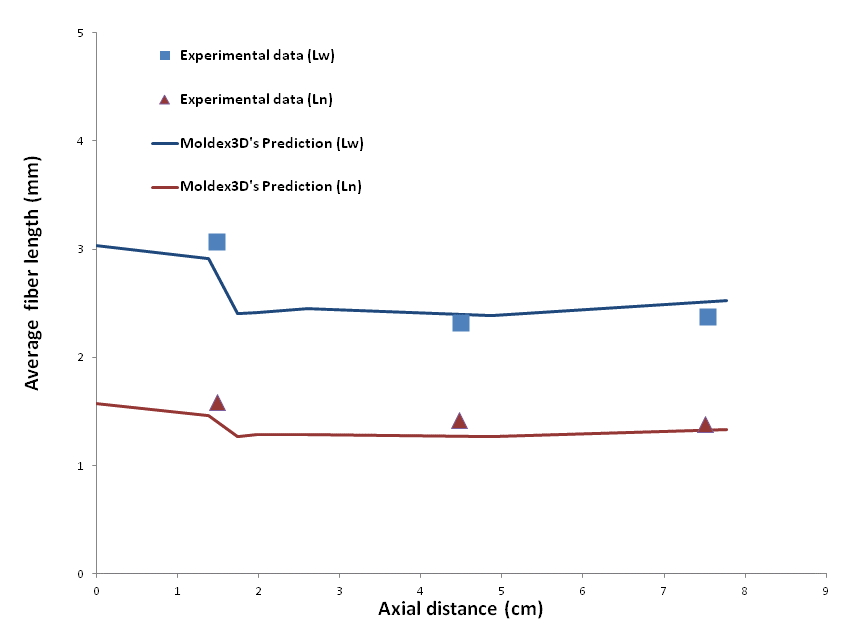
가소화와 충전 단계 동안, 사용자는 섬유 길이 분포를 획득할 수 있다. (금림2 와 금림3 각각에서 볼 수 있다.) 실험 데이터와 Moldex3D 예측의 좋은 적합성은 그림4에 설명되어있다. Moldex3D Fiber module은 섬유강화 플라스틱 산업 제조에 도움을 준다.
{kind=link}