
유체 침투 실험 데이터 및 관련 지식을 제공해 주신 Batz의 Gorka Jaio박사님과 고견을 아끼지 않으신 Moldex3D 가족 Henry, William님께 특별히 감사의 인사를 드린다.
Jim Hsu
유체보조 사출 성형(FAIM)은 플라스틱 사출 성형 시 이를 보조하는 유체를 주입해 내부를 비어 있게 만드는 성형 기법이다. 제품은 중공 형태를 지니지만 그 사이즈가 안정적이며, 사출 또는 블로 몰딩으로는 생산할 수 없는 중공 제품을 만들 수 있다. 뿐만 아니라, 전통적인 사출기법에 비해 플라스틱 내부에서 유체를 압력을 안정적으로 유지할 수 있어 두꺼운 코어에서 제품 표면까지 압력을 효율적으로 분배할 수 있다. 덕분에 완성품의 수축률, 함몰 특성을 개선할 수 있으며, 사이즈 정밀도와 잔류응력 등 다양한 부분에서도 큰 장점을 얻을 수 있다. 현재 국내외에서 본 성형기법을 적극적으로 활용하고 있으며, 새로운 제조과정에 응용할 수 있는 기술에 대한 특허권을 신청하고 있다[[i],[ii],iii].
이 제조공법은 캐비티 내 투입하는 용융수지의 양에 따라 두 종류로 구분할 수 있다.
- 단사:유체보조 사출성형의 가장 초창기 방식으로 사출 수지의 양이 캐비티 공간보다 적어 유체보조를 통해 수지를 늘리고 부형하는 방식이다. 봉 형태 및 대형 중공 제품에 적합한 방식으로 완성품의 중공률은 통상 35%를 넘지 않는다.
- 전사:사출 수지의 양과 캐비티 내 공간이 동일한 방식으로 이때 유체보조는 충진 과정에 개입하지 않으며 냉각 시의 보압, 용융수지의 수축을 보충하는 역할만 한다. 다양한 제조공정을 적용해 제품이 목표로 하는 특성을 실현할 수 있고, 제어할 수 있는 중공률 범위가 단사보다 넓다. 박슬래브 등의 제품 성형 시 활용하면 함몰과 왜곡 문제를 효율적으로 개선할 수 있다.
단사 공법은 제품에 유동적체 흔적(Hesitation flow mark)을 남길 가능성이 높아 현재 업계에서는 전사 유체보조 사출성형 공법을 널리 활용하고 있다. 그림1의 설명처럼 런너와 유체 입구가 캐비티의 양쪽 끝에 위치하고 있어 용융수지의 전사 충진 완료 후 다른 한쪽에서 보조 유체를 주입해 용융수지가 스크류 속으로 환류하는 현상을 방지한다. 이러한 제조공법은 단사가 남길 수 있는 사출 흔적을 없앨 수 있으며 스크류 속으로 환류된 수지를 재활용할 수 있어 재료 낭비를 줄일 수 있다. 하지만 이 제조공법은 재료의 초기 주입 단계에서 환류 현상이 발생하지 않도록 전문적으로 설계된 노즐이 필요할 뿐만 아니라, 제품 설계시에도 캐비티 양 끝단에 있는 런너 및 유체입구를 고려해야 한다.
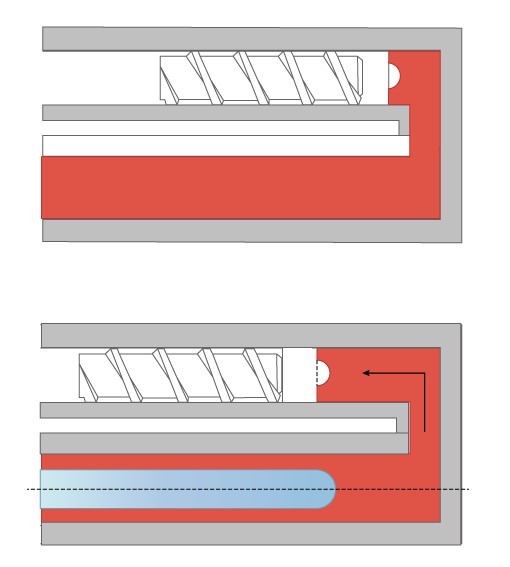
그림1 전사 환류법 이미지
본문의 사례는 전사 환류법으로 성형된 자동차 페달의 유체보조 성형 시뮬레이션이다. 자동차 페달은 강도와 구조 설계상의 필요 때문에 두께 변화가 균등하지 않은 제품 기하학을 지니고 있다(그림2). 본 시뮬레이션의 목표는 전사 환류법을 사용해 무게를 줄이고 넘쳐흐르는 수지의 낭비를 방지하는 것이다. 실험소에서 사용하는 재료는 결정형 PA6로 사용되는 재료 파라미터는 상용 소프트웨어 Moldex3D 내장값을 사용하였으며 가공 조건은 표1과 같다.
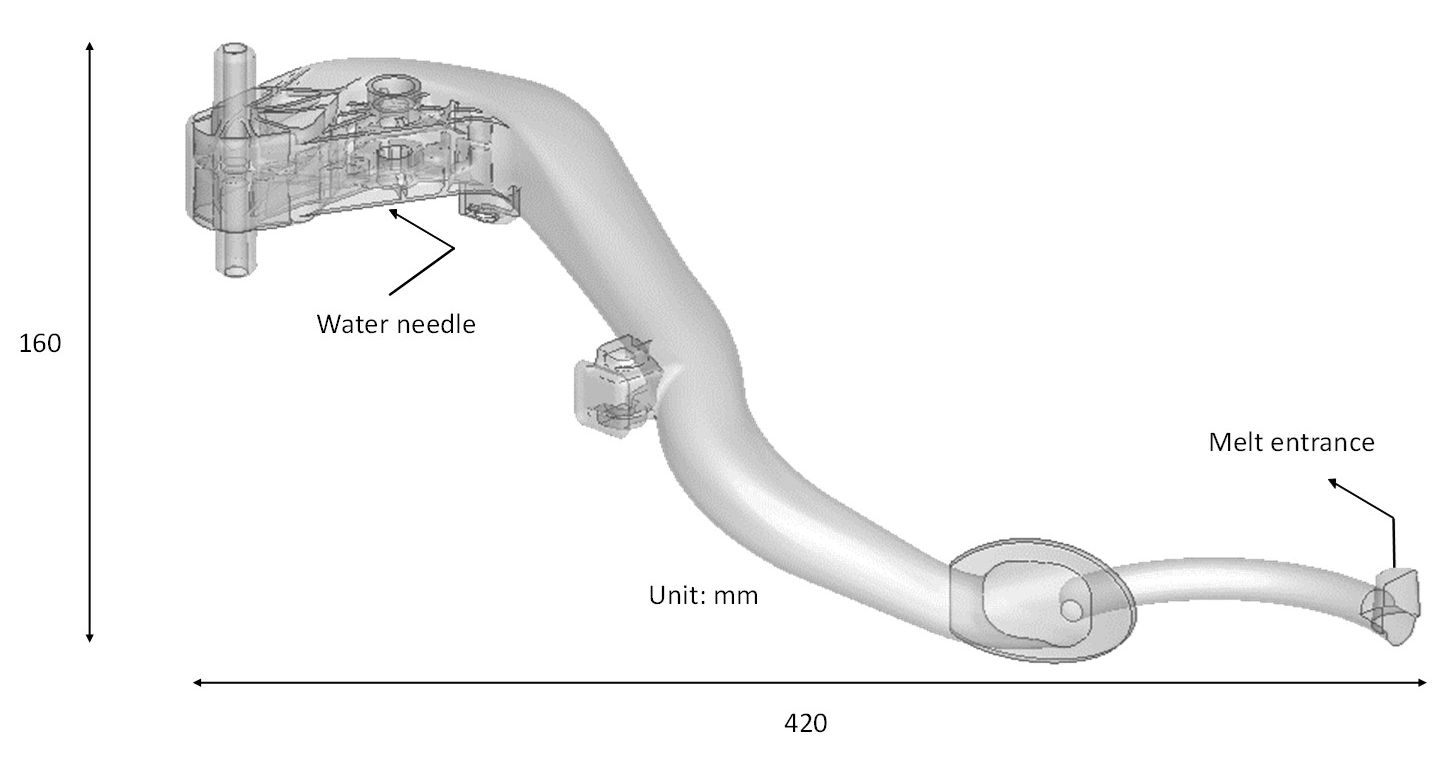
그림2 자동차 페달 기하학 이미지
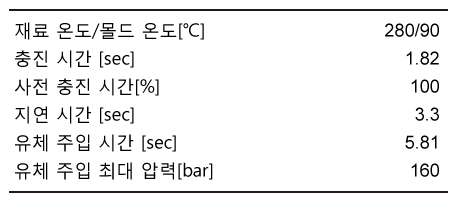
표1 자동차 페달 가공 조건표
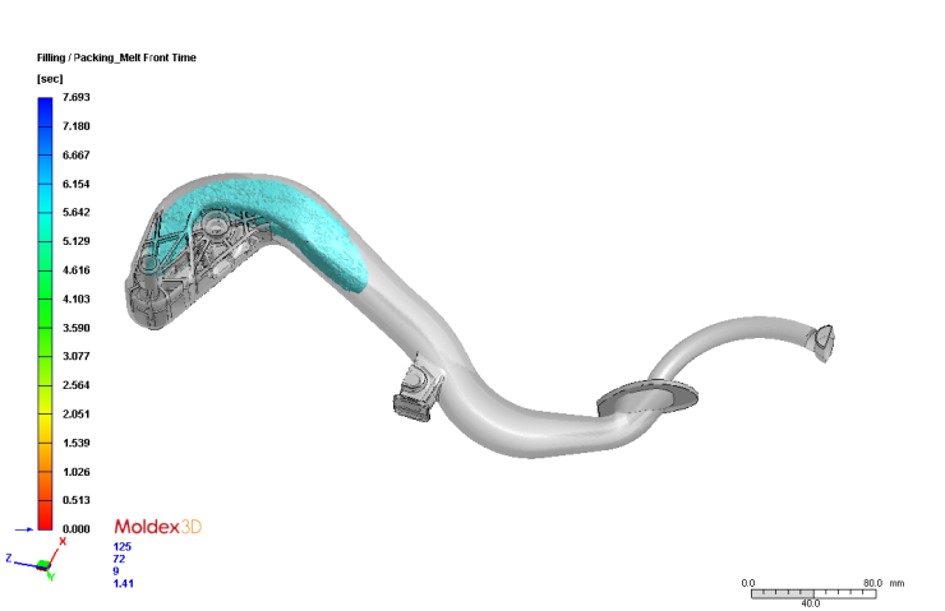
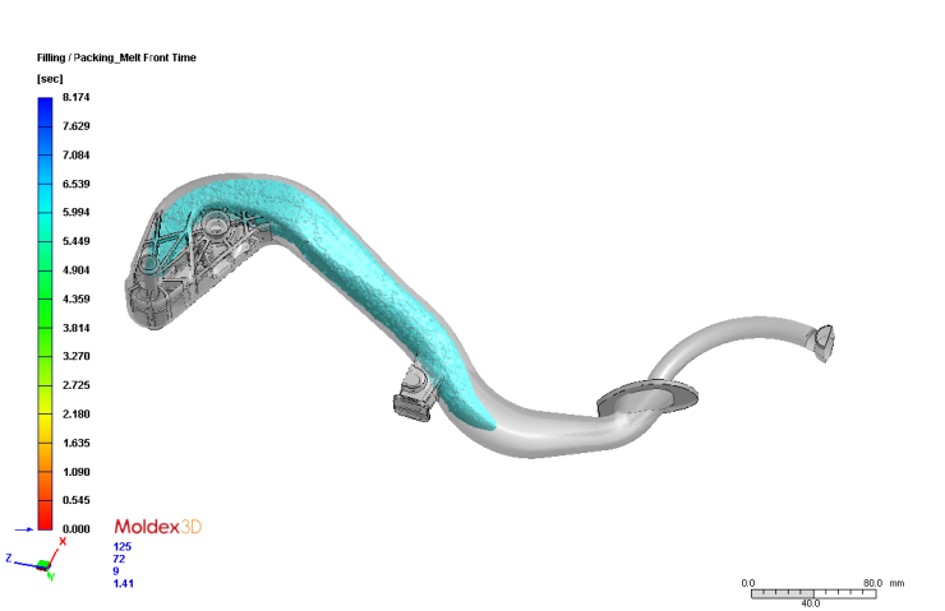
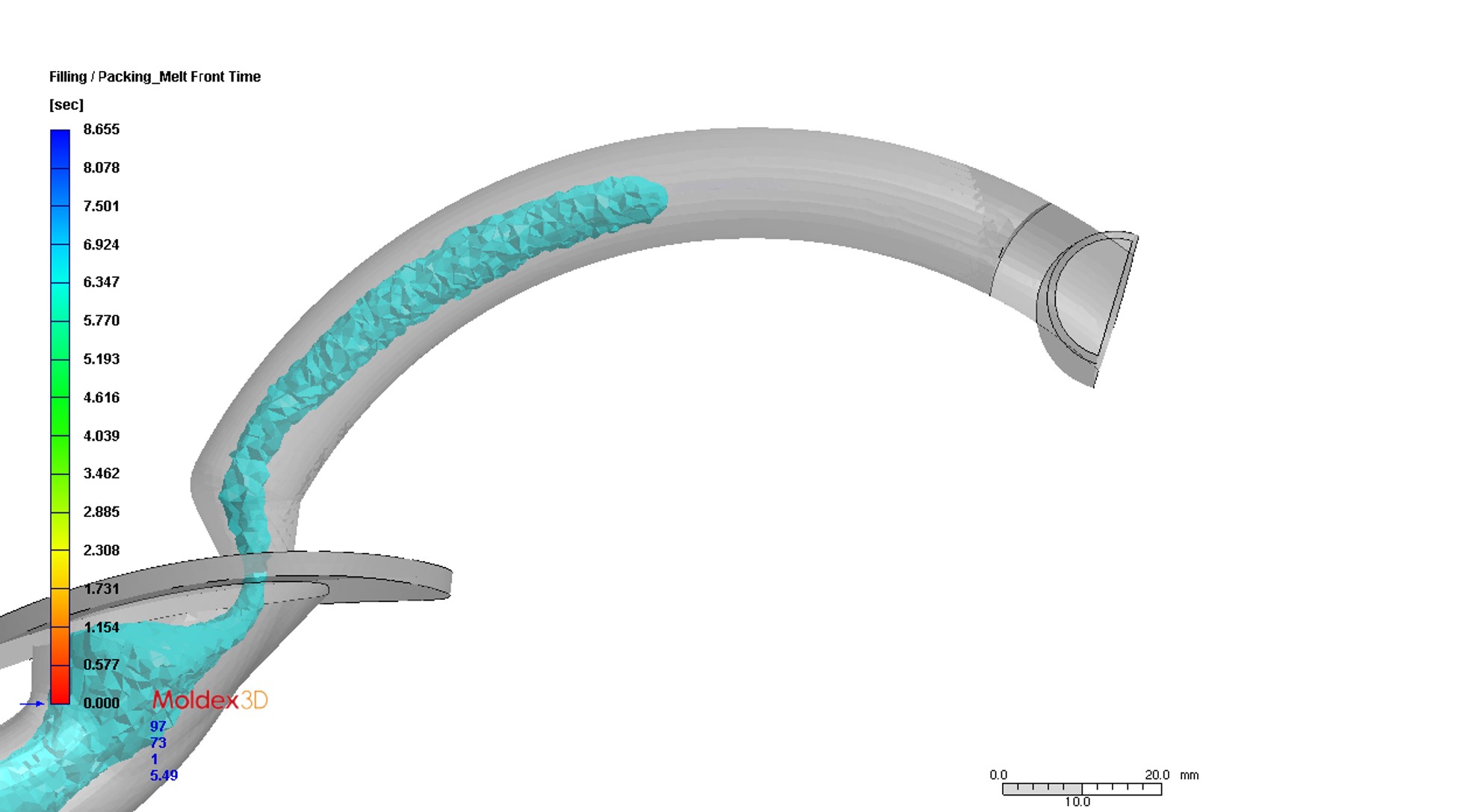
전사 환류법의 가장 큰 차이점은 유체 주입 시 특별히 설계된 노즐 밸브를 열어 용융수지가 스크류로 되돌아오게 만든다는 점이다. 이 때문에 본 사례에서는 보충 유체 주입 시 멜트 입구의 압력을 0으로 설정해 전체 압력의 경사도 분포를 반대로 만듦으로써 보충 유체의 압력은 높으나 멜트 입구의 압력은 낮은 환경을 조성하였다. 전체 전사 환류법의 유체 침투와 압력 시뮬레이션 분포는 그림3의 이미지에서 확인할 수 있다. 그림4의 유선과 보충 유체의 침투 분석 결과를 좀 더 면밀하게 관찰한 결과, 보충 유체가 압력 경사도의 영향을 받아 유선 속도 방향을 따라 침투할 가능성이 가장 높은 경로를 파악할 수 있었다.
 |
 |
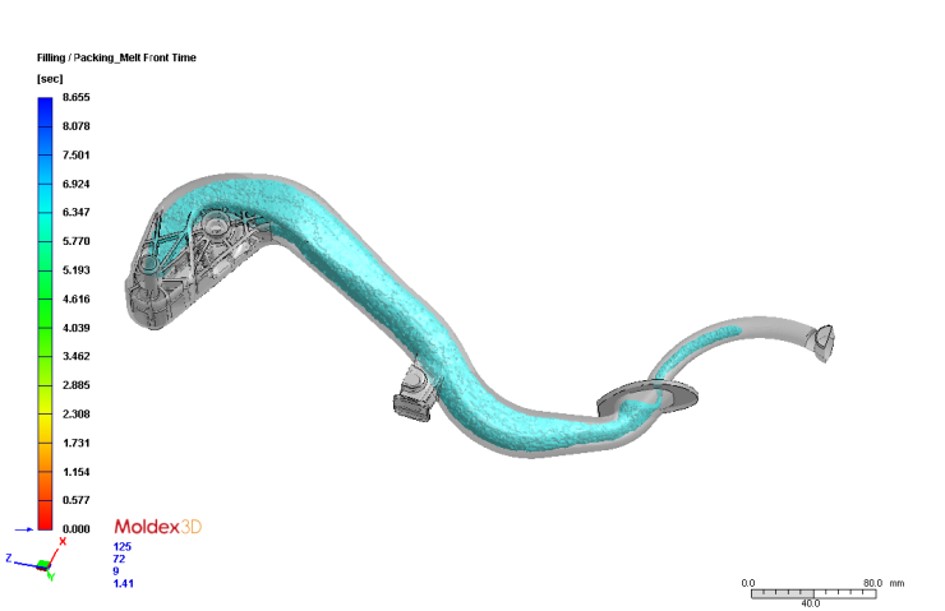 |
| (a) 충진 시간 7.7초 | (b) 충진 시간 8.1초 | (c) 충진 시간 종료 |
그림3 자동차 페달 유체 침투 및 압력 분포 동태 시뮬레이션 이미지
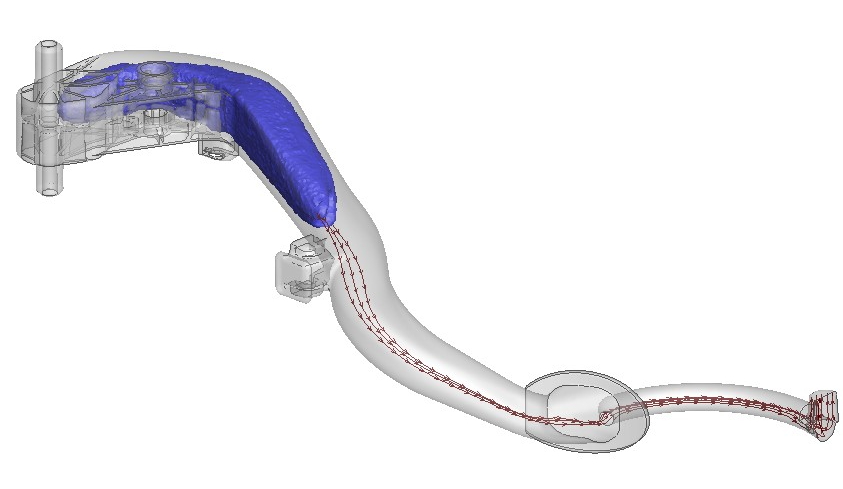
그림4 자동차 페달의 충진 시간이 8.3초일 때의 보충 유체 침투 및 유선 분포도
보충 유체 진입 시 해당 시간의 멜트 입구 유량을 측정함으로써 그림5와 같이 유동 시간의 변화와 보충 유체의 압력 및 환류율의 관계를 나타내는 이미지를 만들어 낼 수 있다. 환류율의 높고 낮음은 보충 유체 압력의 변화에 큰 영향을 받는다는 점을 분명히 알 수 있다. 유동 시간이 보충 유체 구멍의 후면에 다다랐을 때(유동 시간 8.7초 후) 보충 유체가 노즐로 환류해 다음 성형 작업에 지장을 주는 것을 막기 위해 보충 유체의 압력과 수지의 환류량을 낮춘다. 이를 통해 보충 유체의 침투 시 잔류하는 위치를 런너상(그림6)으로 유지할 수 있으며, 시뮬레이션과 실제 실험 결과가 상당히 유사함을 확인할 수 있었다. 노즐 부위의 환류 밸브를 유동 시간이 8.8초가 되는 순간 닫음으로써 보충 유체의 압력을 높이고 완성품의 압력을 유지할 수 있다.
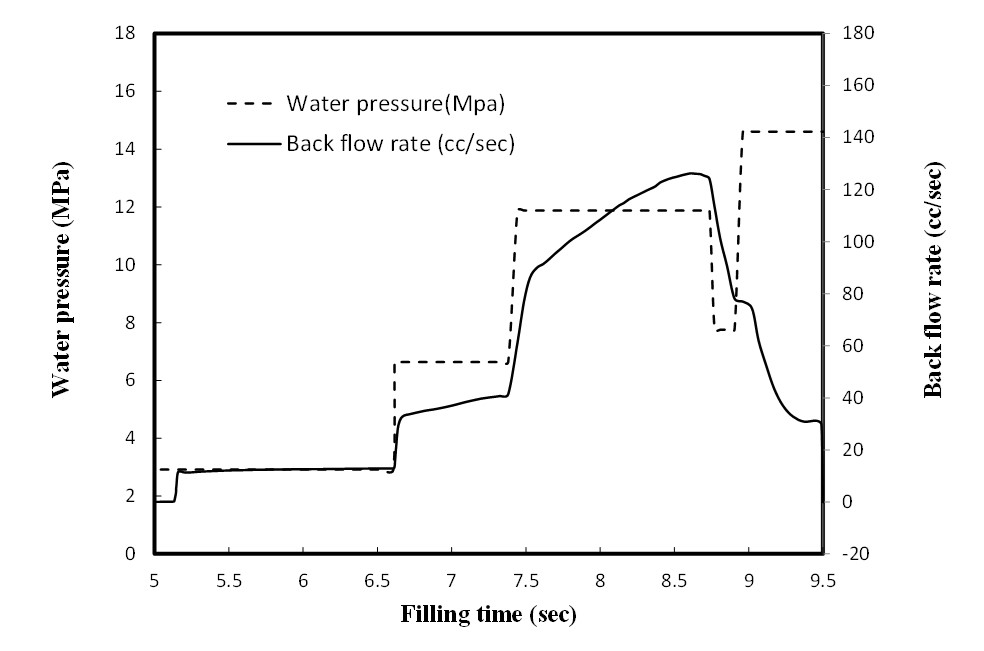
그림5 전사 환류법 수압 및 환류율 변화도
 |
 |
| (a) | (b) |
그림6 자동차 페달 유체 침투 이미지 실험(a) 및 시뮬레이션 결과(b) 비교
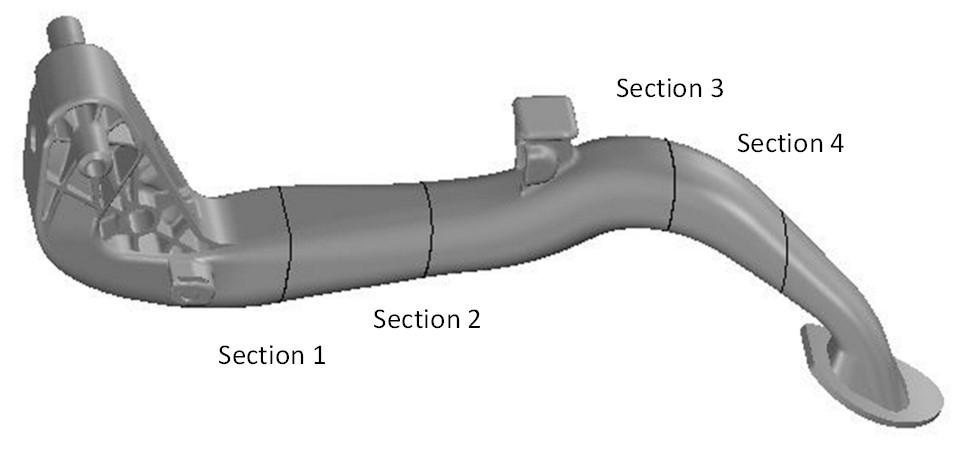
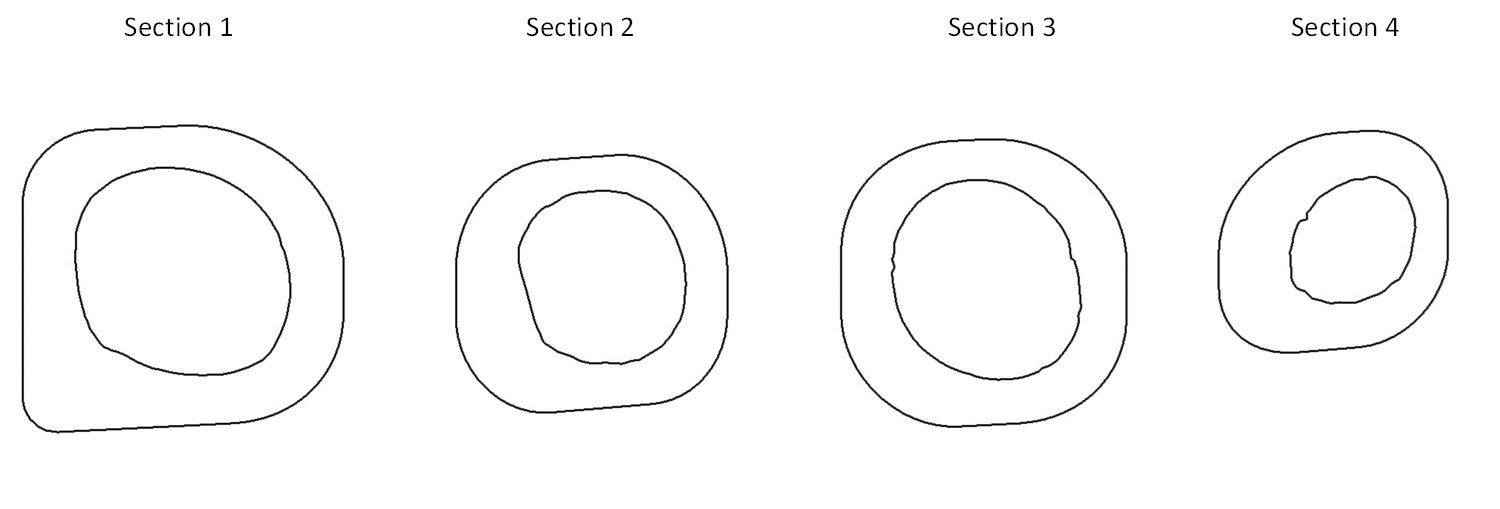
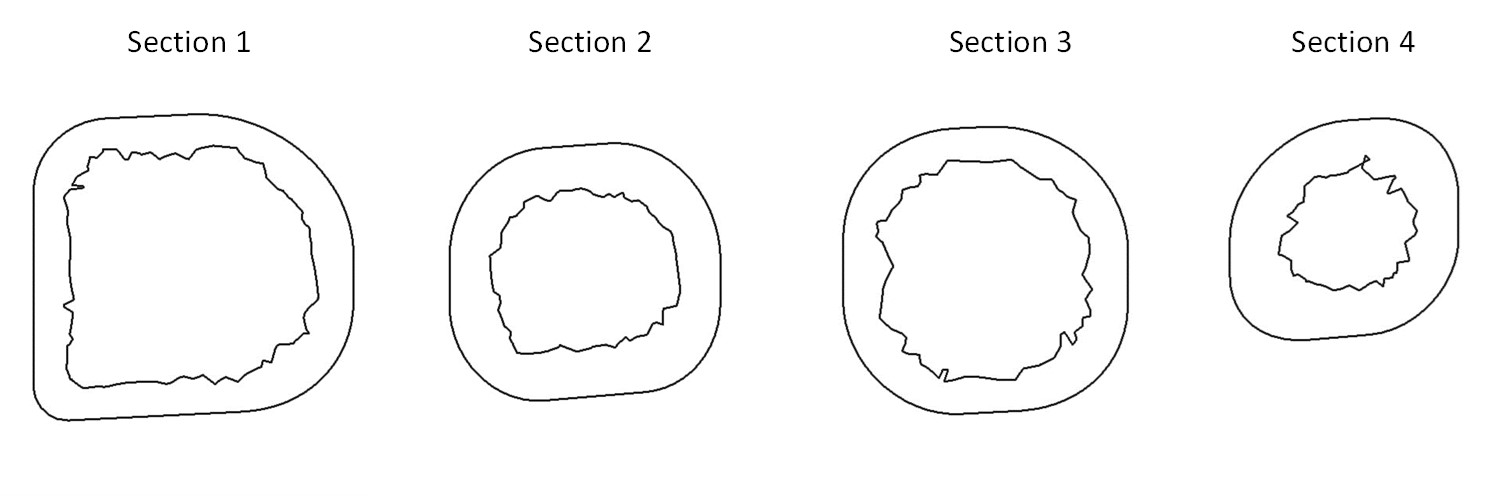
보충 유체의 터널링 현상을 보다 정확히 파악하기 위해 그림7(a)에서는 제품의 서로 다른 4개 단면에 대한 터널링 행위를 비교하였다. 그림7(b)의 실험 및 시뮬레이션을 통해 그림7(c)의 결과를 모두 확인할 수 있었다. 단면적이 큰 영역은 보충 유체의 터널링 역시 컸다. 반면 멜트 입구에 가까운 단면은 반대의 결과를 보였다. 그 원인은 성형 공정 과정 중 원래 낮아졌던 보충 유체의 압력이 높아지며 용융수지의 고화층이 증가해 유량을 줄이고 Section 4의 터널링 면적이 작아지기 때문이다.
그림8은 시뮬레이션과 실험을 통해 보충 유체 터널링 면적 비율을 비교하였으며, 두 결과가 상당히 유사함을 확인할 수 있었습니다. 다만 단면적이 비교적 두꺼운 Section 1과 Section 3의 경우 시뮬레이션 결과에서 터널링 현상을 실제보다 많이 측정하는 문제가 발생하였다. 이는 보충 유체의 계산법이 통계를 활용한 가설을 기반으로 하기에 두꺼운 영역의 재료 점도 때문에 발생하는 유동 과다 행위를 파악하지 못해 발생하는 문제로 보인다.
 |
 |
 |
| (a) | (b) | (c) |
그림7 서로 다른 단면적을 가진 자동차 페달의 터널링 비교: (a)단면 위치 이미지, (b)실험 결과, (c)시뮬레이션 결과
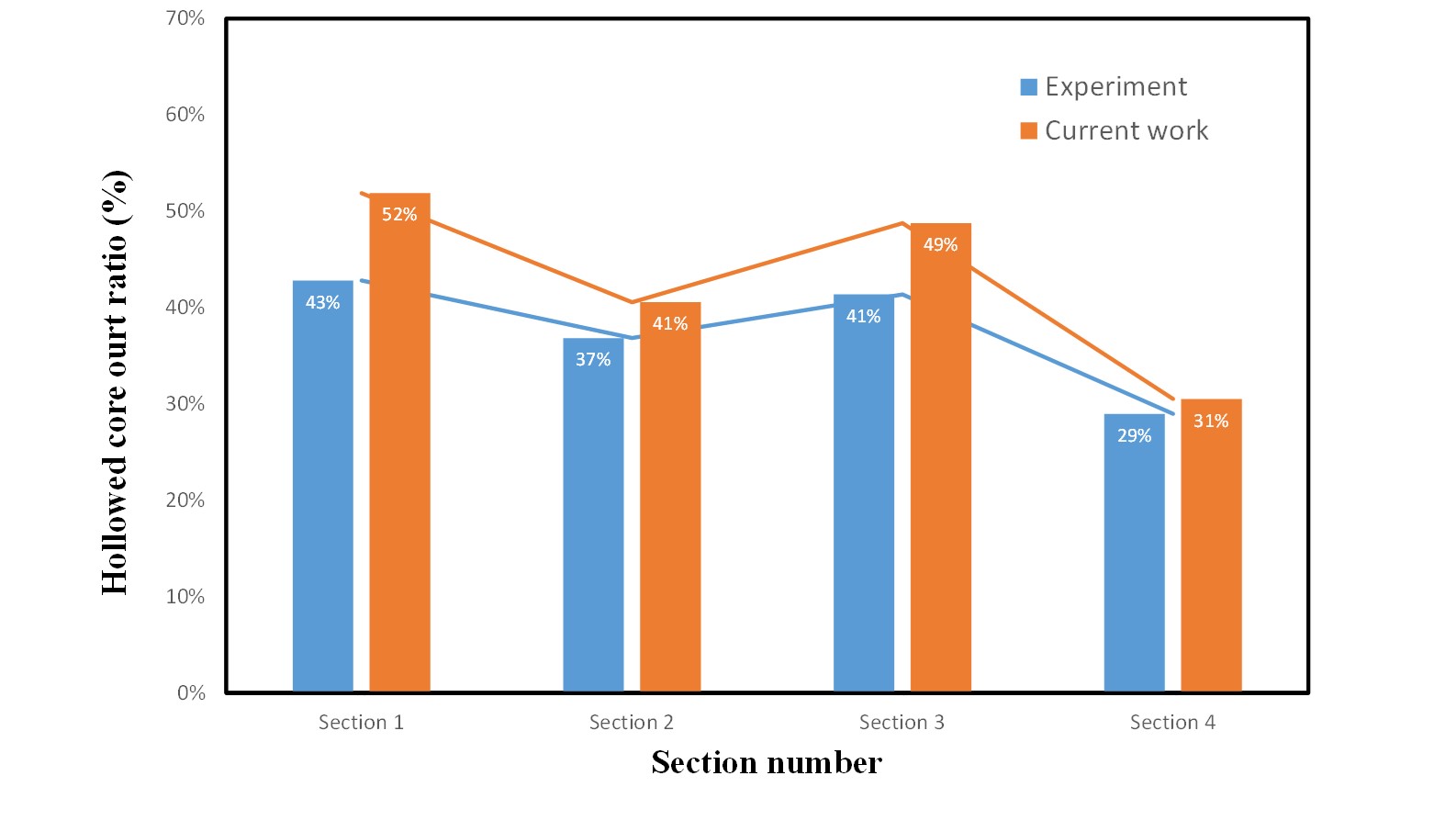
그림8 서로 다른 단면에 대한 실험 및 시뮬레이션의 터널링 분석 결과 비교
유체보조 성형기술의 발전에 따라 전사식 성형법에 관한 연구 역시 활발해지고 있다. 저자의 이해에 따르면 본 연구는 문헌 최초로 서로 다른 전자식 성형법을 시뮬레이션한 분석 연구이다. 실제로 복잡한 기하학 구조를 지닌 충진 유동 제조 과정에 대해 3D 모델 분석 시뮬레이션을 진행하였으며, 동시에 성형 조건이 제품 터널링 정도에 주는 영향까지 고려하였다. 본 연구의 분석 예측 결과와 실제 실험 결과도를 비교해 보면 그 결과가 상당히 유사함을 알 수 있다. 이는 앞으로 진행될 다양한 유형의 전사식 유체보조 성형법을 위한 정확한 기반이 될 것이다.
[i] M. L. Wang, R. Y. Chang, C. H. Hsu, Molding Simulation: Theory and Practice, Hanser Publications, 2018
[ii] 천옌셔우(陳晏壽), <유체보조 사출 성형 공법의 연구 및 토론>, 석사논문, 창겅대학, 타이완 타오위안, 2002
[iii] L. Li, Y. Peng and W. Wei, “Recent advances on fluid assisted injection molding technique”, Recent Patents on Mechanical Engineering, Vol.7, No.1, 82-91, 2014
 |
쉬즈쭝(徐志忠) 박사
|