

- 고객: 가오슝응용과학대학
- 구역: 타이완
- 산업: 학술연구
- 솔루션: Moldex3D Advanced /Powder Injection Molding Module / Multi-component Molding Module
개요
분말사출성형(PIM)은 본 사례의 일체형 지르코니아 임플란트 치아뿌리와 같은 복잡한 구조의 제품 제조에 주로 사용된다(그림1). 그런데 이 투샷 사출 성형 과정 중에도 변형 및 체적 수축의 문제는 발생한다. 때문에 본 사례에서는 다구치 방식을 활용해 제조공정조건의 최적화 작업을 진행함으로써 변형 문제를 개선하고 체적 수축을 최소화하고 파우더의 농도를 균일하게 유지하였다. 또한 진행과정 중 Moldex3D의 충진, 보압, 변형 분석을 활용해 서로 다른 조건 설정에 따른 제품의 품질을 시뮬레이션 하였다.
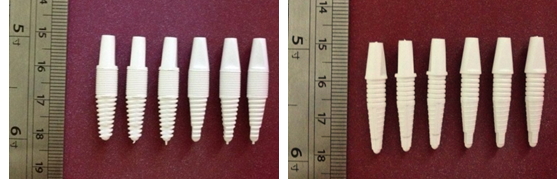 그림1 일체형 지르코니아 임플란트 치아뿌리 제품, 제1샷(좌측) 및 제2샷(우측) 포함
그림1 일체형 지르코니아 임플란트 치아뿌리 제품, 제1샷(좌측) 및 제2샷(우측) 포함
목표
- 투샷 사출 성형 제품의 크기 변형 문제 해결
- 균일하지 않은 파우더 농도 문제 해결
- PIM 성형 주기의 단축
해결안
Moldex3D 분말사출성형(PIM) 및 멀티사출성형(MCM) 모듈을 활용해 제품의 품질을 분석한다. 또한 다구치 방식을 활용해 최적의 성형조건 설정값을 찾아 제품의 설계를 최적화한다.
장점
- 왜곡 현상 최소화 및 파우더 농도의 균일도 개선
- 제1샷 제품 품질 12.12% 향상, 제2샷 제품 품질 59.03% 향상
- 모듈 수정 시간 및 생산비용 감소
- 제품 연구개발 주기 단축
사례
본 사례의 목표는 소결 전 원재료의 불균형한 수축 및 파우더 농도를 개선하는데 있었다. 이 문제를 해결하기 위해 가오슝응용과학대학은 Moldex3D을 활용, 가장 이상적인 멀티사출성형(MCM) 제조공정의 조건을 찾는데 성공하였다.
먼저 Moldex3D 분말사출성형모듈을 활용해 원설계의 성형조건을 시뮬레이션 하였다. 시뮬레이션 결과를 통해 해당 투샷 원재료에 균일하지 않은 체적 수축 현상이 일어나고 있으며, 이는 심각한 변형 문제를 일으켜 제품의 구조 강도에 영향을 미칠 수 있음이 확인되었다.
이어 다구치 방식을 통해 충진시간, 보압압력, 모듈온도 및 재료온도 등의 성형조건에 발생하고 있던 문제를 해결하였다. 최적화 조건에는 4개의 변수 각각 3개의 단계가 포함되어 있으며, 최적화된 성형조건을 바탕으로 지르코니아 임플란트 치아뿌리의 시뮬레이션 분석을 진행하였다. 최종 결과는 제품변형현상이 이미 최저 수준으로 낮아졌음을 보여준다. 즉, 제1샷의 왜곡 수치는 0.488 mm에서 0.145 mm로 낮아졌으며, 제2샷의 경우 0.059 mm에서 0.022 mm로 낮아졌다(그림2 및 그림3). 파우더 농도 역시 균일하게 변화하였다(그림4 및 그림5). 제품의 전체적인 품질이 개선되었으며, 반복되는 모듈 변경에 따르는 비용을 절감할 수 있게 되었다.
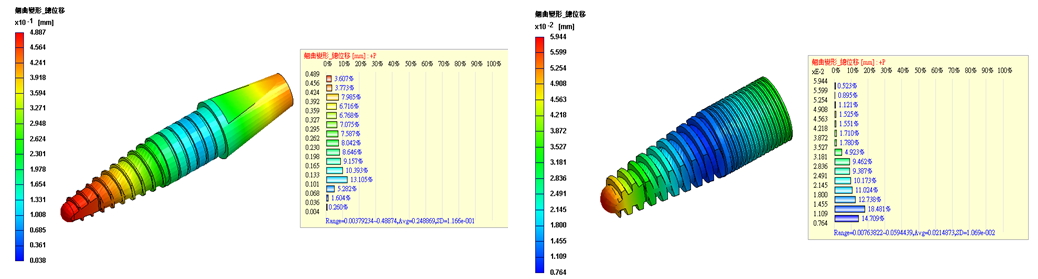 그림2 원설계의 제1샷(좌측) 및 제2샷(우측)의 총 변형 변위 분석 결과
그림2 원설계의 제1샷(좌측) 및 제2샷(우측)의 총 변형 변위 분석 결과
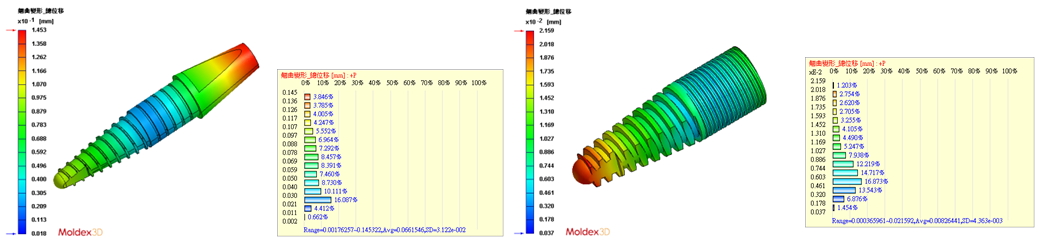 그림3 수정된 설계의 제1샷(좌측) 및 제2샷(우측)의 총 변형 변위 분석 결과
그림3 수정된 설계의 제1샷(좌측) 및 제2샷(우측)의 총 변형 변위 분석 결과
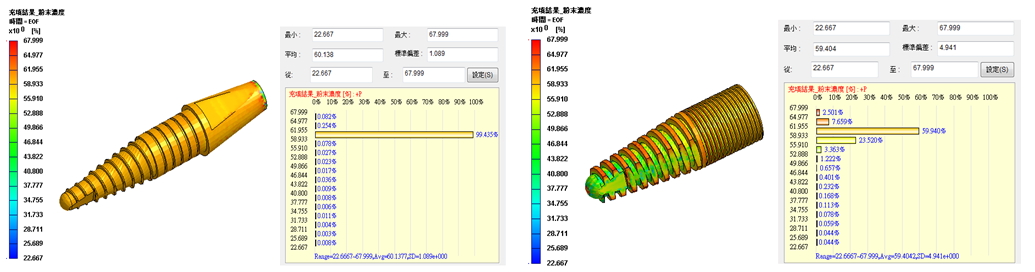 그림4 원설계의 제1샷(좌측) 및 제2샷(우측)의 파우더 농도 분석 결과
그림4 원설계의 제1샷(좌측) 및 제2샷(우측)의 파우더 농도 분석 결과
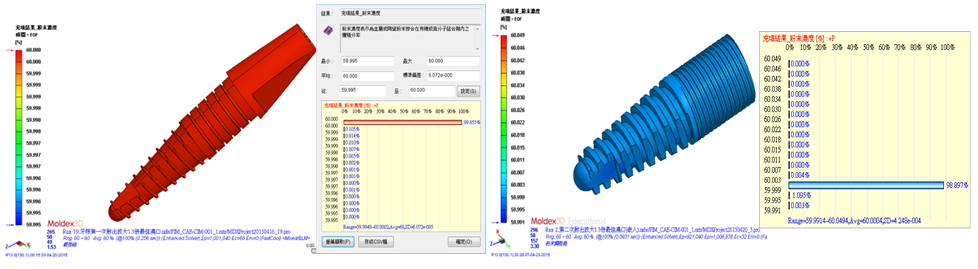 그림5 수정된 설계의 제1샷(좌측) 및 제2샷(우측)의 파우더 농도 분석 결과
그림5 수정된 설계의 제1샷(좌측) 및 제2샷(우측)의 파우더 농도 분석 결과
결론
가오슝응용과학대학팀은 Moldex3D의 시뮬레이션 분석 기능의 도움으로 실제 제조에 들어가기 전 치수와 변형 및 파우더 농도 문제를 해결할 수 있었다(표1). 다구치 방식을 활용해 최적의 제조공정조건을 찾아냈으며, 그 결과 제1샷 제품 품질은 12.12%, 제2샷 제품 품질은 59.3% 향상되었다. 뿐만 아니라 Moldex3D는 사용자가 제품 설계 단계에서 미리 파우더 농도 불균형 문제를 해결하여 제품의 품질을 개선하고, 시뮬레이션 비용을 절감할 수 있도록 도와주었다. 이를 통해 제품의 시장 출시 주기 역시 단축시킬 수 있었다.
| 제1사출(치아뿌리) | ||
| 분류 | 왜곡 변형(mm) | 파우더 농도 표준차(%) |
| 원본 파라미터 | 0.165~0.002 | STD 1.089 |
| 다구치 최적화 파라미터 | 0.145~0.002 | STD 6.1 E-5 |
| The Second Shot | ||
| 왜곡 변형(mm) | 파우더 농도 표준차(%) | |
| 원본 파라미터 | 0.0454~0.0001 | 60.059~59.993 4.941 |
| 다구치 최적화 파라미터 | 0.0186~0.0004 | 60.044~59.994 4.2E-4 |