

코어테크 기술지원처 엔지니어 허쯔민(賀資閔)
![]()
- 고객: 딥트로닉스 실업
- 지역: 타이완
- 산업: 전자
- 솔루션: Moldex3D Professional 솔루션, 유동 분석 모듈 Flow, 보압 분석 모듈 Pack, 냉각 분석 모듈 Cool, 변형 분석 모듈 Warp, Designer BLM
1985년 타이완 설립 이후 각종 프로그래밍 스위치, 트리거 스위치, 회전 스위치, 마이크로 스위치, 슬라이딩 스위치, 다기능 스위치 및 LED스위치 등의 다양한 제품을 전문적으로 개발 및 제조하는 딥트로닉스 실업은 IATF 16949 및 ISO 14001인증 획득 제품을 전세계 5개 대륙 100여개 국가에 수출하고 있습니다. (출처)
개요
T3C택트 스위치 부품은 딥트로닉스의 전자 스위치 중 생산량이 가장 많은 제품 중 하나입니다. 전자 스위치의 주요 목적은 스위치를 트리거 시켜 회로를 전도시키는 것으로, 전도성은 스위치 제품의 가장 중요한 핵심입니다. 그런데 이러한 제품은 제조 공정에서 제품의 전도 불량으로 이어질 수 있는 에어 트랩, 웰드 라인, 재료 부족 등의 문제가 발생하기 쉽습니다.
딥트로닉스 팀은 Moldex3D를 사용한 솔루션 분석 및 설계 변경을 통해, 충전 제품의 유동 균형 조정 및 성형 주기를 단축하고 에어 트랩, 웰드 라인, 재료 부족 등의 외관 결함을 개선하였으며, 시뮬레이션 분석을 적용하여 제품의 수율을 향상시키고 비용을 절감하였습니다.
도전
- 에어 트랩, 웰드 라인, 재료 부족 등 결함 개선
- 유동 불균형 러너 개선
- 성형 주기 단축
솔루션
딥트로닉스 팀은 러너의 위치 설계 및 변경에 도움이 되는 Moldex3D 분석을 사용해 제품 충전 시 유동을 균형있게 조정하고, 잔류 응력을 감소시켰으며, 성형 주기를 단축하였습니다. 그후 오버 플로우 영역 증가 및 제품 외형 등 설계 변경을 통해 에어 트랩, 웰드 라인, 재료 부족 등 외관 결함을 개선한 후, 마지막으로 Moldex3D를 적용해 전체 수율을 39.68% 향상시키고, 생산 주기 역시 16% 단축하였습니다.
효과
- 웰드 라인 위치의 효과적 제어
- 유동 균형
- 러너의 플라스틱 용융을 줄여 재료 절약
- 성형 주기 단축
- 수율 향상
사례 연구
본 사례의 T3C 택트 스위치는 부품 크기가 3mm × 2mm × 0.6mm입니다. 몰드는 8개의 캐비티 설계로 이루어져 있고 (그림 1), 내부 캐비티의 평균 두께는 0.06~0.09mm로 제조 공정 난이도가 일반 제품보다 더 높습니다.
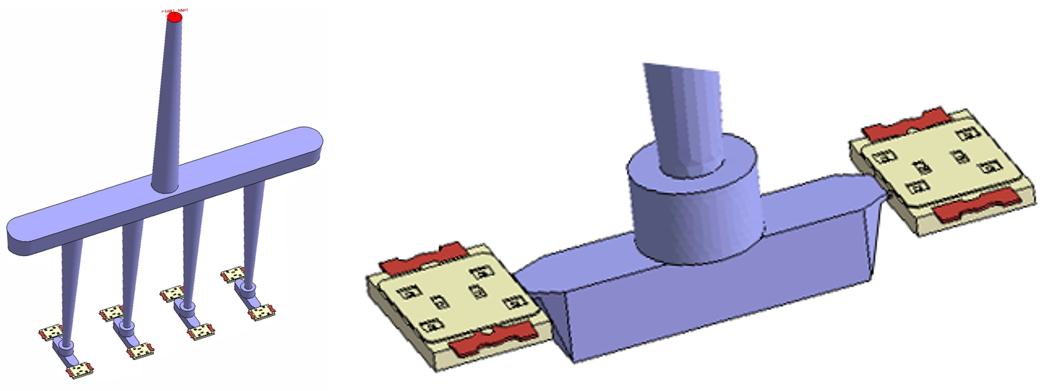
그림 1. 본 사례 제품의 원래 설계
Moldex3D시뮬레이션에 의하면, 과연 피쉬 본 러너 설계로 인해 내부의 플라스틱 유동이 외부보다 훨씬 빠른 유동 불균형 문제가 있음이 발견되었습니다 (그림 2).
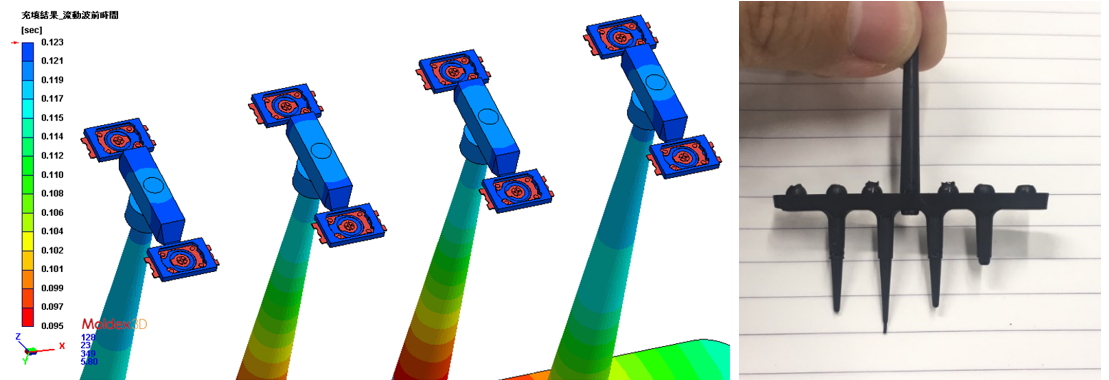
그림 2. 서브 러너 영역의 유동 불균형 상황
또한 러너 영역의 최대 냉각 시간이 너무 길기 때문에 성형 주기 역시 7~8초에 달했습니다 (그림 3).
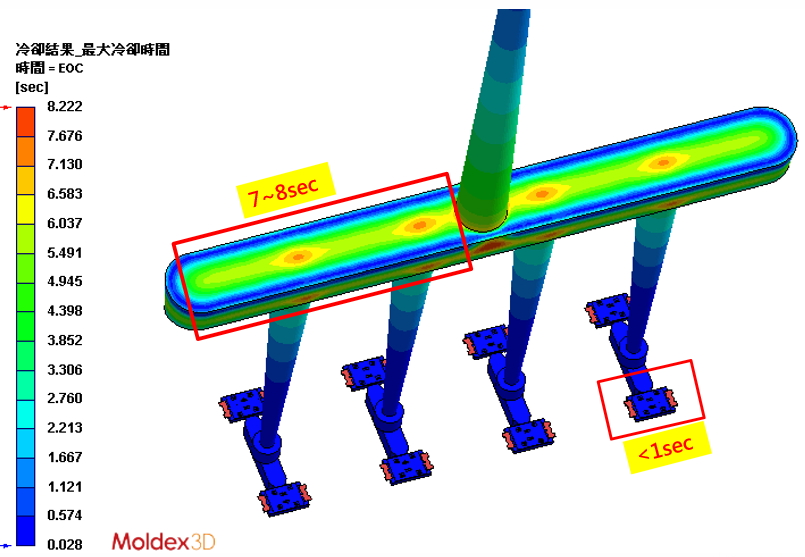
그림 3. 냉각 시간이 너무 긴 시뮬레이션 결과
먼저 제품 뒷면의 오목한 구멍에 집중된 웰드 라인(그림 4의 빨간색 위치)을 더 관찰한 결과, 이곳에 유체가 쉽게 침투하여 제품의 전도 불량을 일으켰습니다.
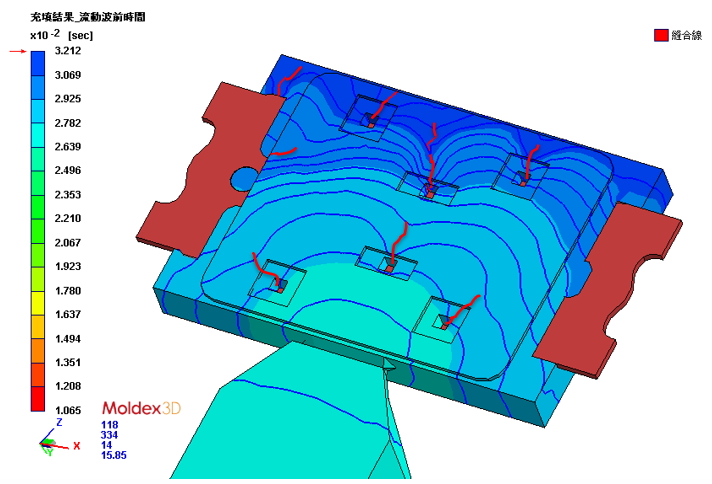
그림 4. 잠재적 웰드 라인 위치
이 밖에도 최대 전단 응력(그림 5)이 약 6MPa로 역시 너무 높아서, 플리스틱에 균열 및 과도한 잔류 응력이 발생했습니다.
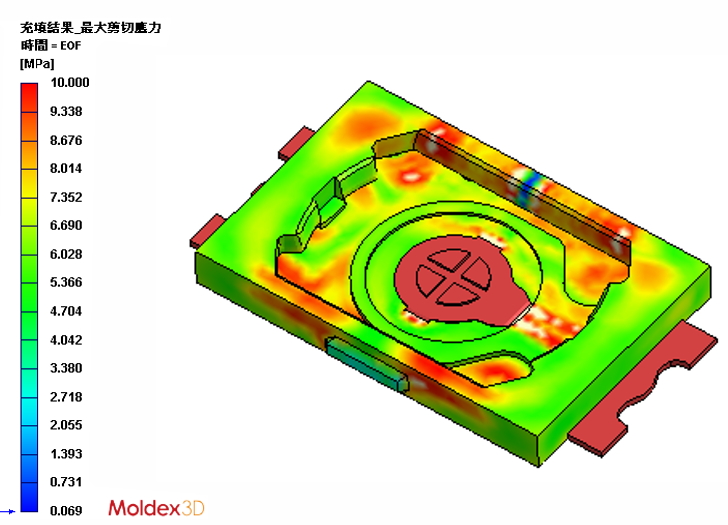
그림 5. 너무 높은 제품의 전단 응력
시뮬레이션 결과 및 실험 검증을 통해 러너 설계가 유동 불균형에 영향을 미치는 주요 원인으로 나타났기 때문에, 딥트로닉스 팀은 Moldex3D의 분석 및 몇 차례의 실제 검증 결과에 따라 원래의 솔루션을 대체할 새로운 러너를 설계한 후, 마침내 S형 러너를 사용해 유동 불균형 문제를 개선하였습니다 (그림 6).
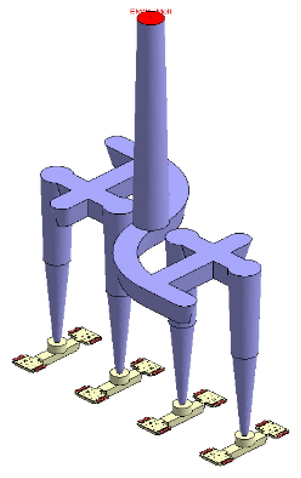
그림 6. 새로운 S형 러너 설계
다중 캐비티 몰드가 러너의 균형을 맞추려면 각 캐비티가 동일한 시간에 충전 및 보압을 진행해야 합니다. 캐비티 증가는 생산성 향상에 도움이 되기 때문에, 다중 캐비티 몰드의 경우 러너 균형이 매우 중요합니다. 딥트로닉스 팀은 Moldex3D로 새로운 러너 설계를 평가한 후, 유동 불균형(그림 7), 높은 전단 응력 및 너무 긴 성형 시간 등을 포함해 팀을 괴롭혀왔던 기존 문제들이 모두 성공적으로 해결되었음을 알게 되었습니다.
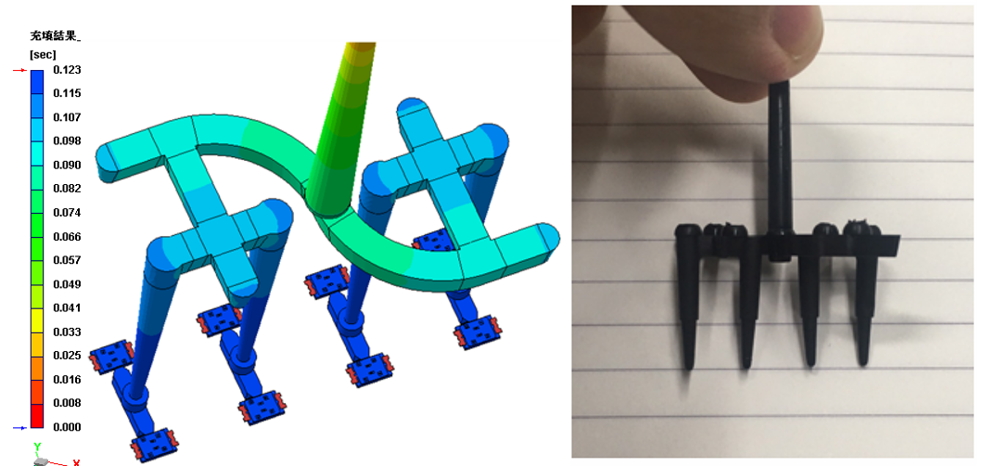
그림 7. 분명하게 개선된 유동 불균형 문제
S형 러너로 변경한 후, 전단 응력도 원래의 7MPa에서 3MPa로 감소되었고 (그림 8a), 최대 냉각 시간 역시 8초에서 5초로 단축되었습니다 (그림 8b).
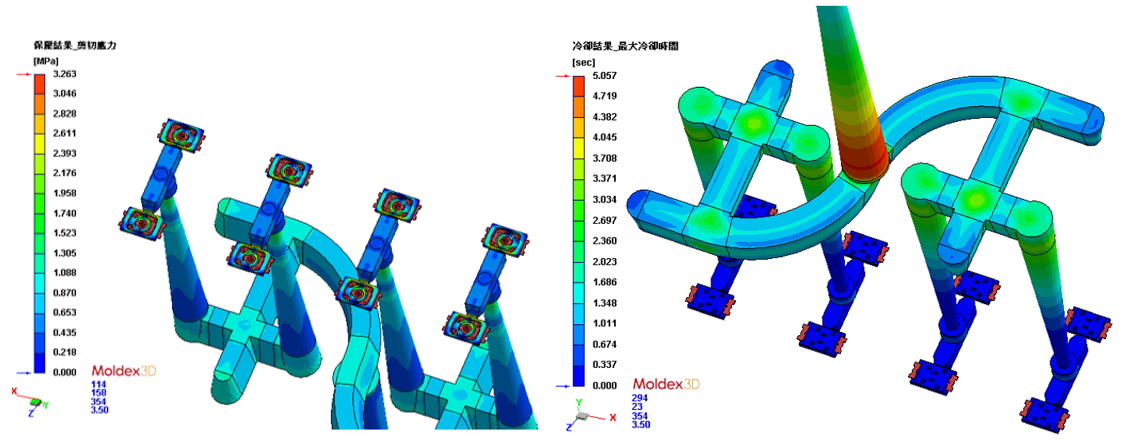
그림 8. (a) 성공적으로 감소된 전단 응력, (b) 성공적으로 단축된 성형 주기.
또한, S형 러너 시스템은 원료를 11% 절감하여 생산 비용 절감에도 도움이 되었습니다 (그림 9).

그림 9. 원래 설계(좌측) 및 설계 최적화(우측) 후의 러너 중량 비교
그러나 러너 시스템만 변경하면 웰드 라인 및 에어 트랩 문제를 해결할 수 없습니다. 웰드 라인과 에어 트랩 문제를 해결하기 위해서는 뒷면의 0.03~0.05mm 깊이의 오목한 구멍을 제거하고 (그림 10a) 외관을 외부의 이젝터 핀 4개로 변경해야 합니다 (그림 10 b).
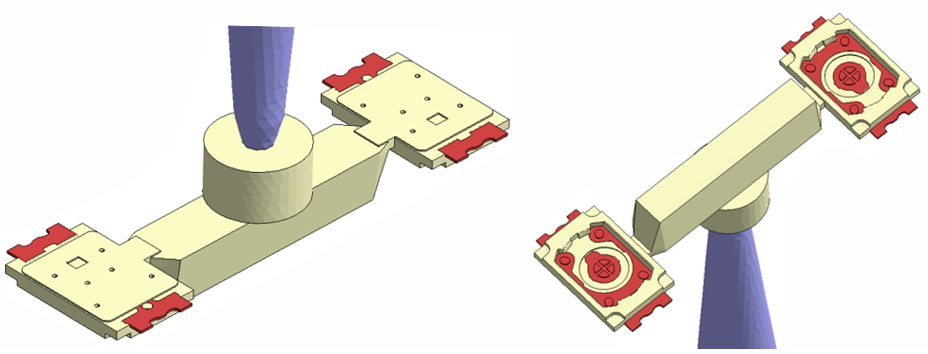
그림 10. 뒷면의 오목한 구멍을 제거하고(a) 외부의 이젝터 핀 4개로 변경한(b) 최종 최적화 설계
실제 제조된 제품에서 볼 수 있듯이 웰드 라인 위치가 제품의 상단으로 이동됨에 따라 (그림 11 빨간색 원) 원래 설계보다 훨씬 개선되었음을 알 수 있습니다. 실제 검증을 통해서도 시뮬레이션 결과와 매우 일치하는 것으로 나타났습니다.
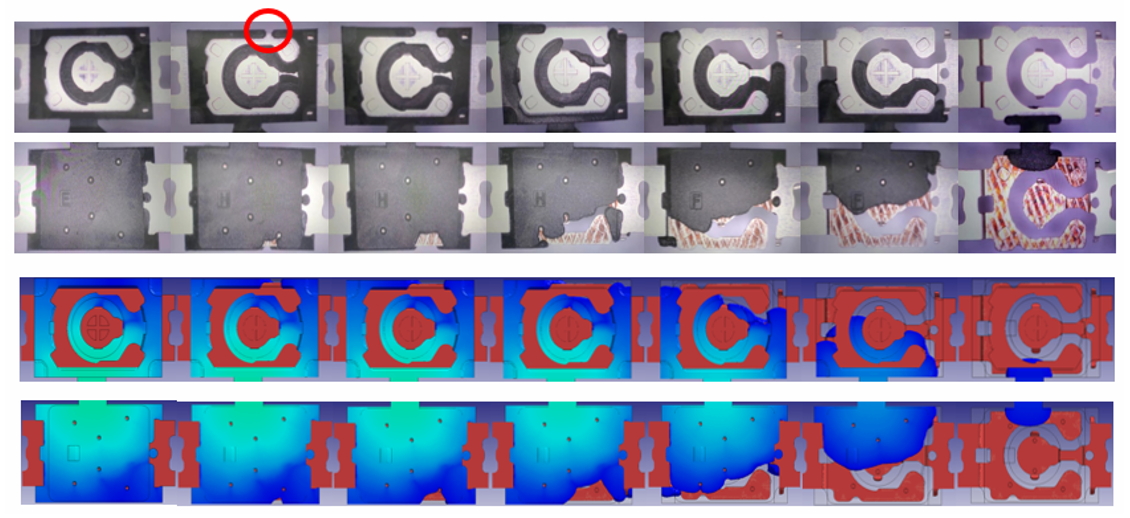
그림 11. 실제 검증 결과와 매우 일치하는 시뮬레이션 용융 선단 경향
더 자세히 관찰해 보면, 오목한 구멍이 있는 원래 설계는 분명한 웰드 라인이 나타나고 (그림 12 빨간색 원), 오목한 구멍을 제거하고 이젝터 핀으로 변경한 새로운 설계는 제조에 필요한 품질을 충족하는 것으로 나타났습니다.
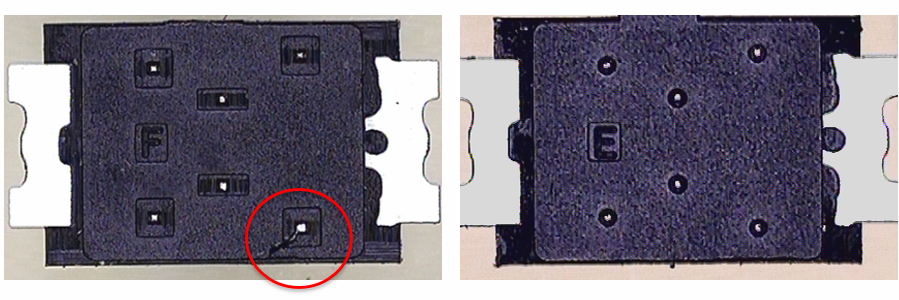
그림 12. 원래 설계(좌측) 및 설계 최적화(우측) 후의 웰드 라인 비교
결과
Moldex3D는 딥트로닉스 팀이 너 낮은 비용으로 몰드 테스트 작업을 진행하고 유동 불균형, 웰드 라인 및 에어 트랩 등의 성형 결함을 조기 진단하여 마침내 성공적으로 제조 비용을 절감하고 제조 위험을 줄이는데 도움을 줄 수 있습니다.