
플라스틱 성형품의 게이트 디자인은 형상, 재료특성, 성형 사이클 및 기타요인들에 따르게 된다. 게이트 디자인의 치수가 다양하기 때문에, 실제 충전 과정 중 게이트가 언제 고화 될지 알려주는 것은 불가능하다. 일반적으로 게이트 고화시간은 실제 사출현장에서 변화되는 조건들에 의한 사출 매개변수에 의존한다. 그러므로, 보압 시간을 계산 할 때, 보압 시간을 늘려야 될 필요가 있는지 결정하는 것은 매우 어렵다. 불충분한 보압은 제품의 부피 수축을 커지게 한다. 뿐만 아니라, 불균일한 수축이나 휨, 싱크 마크와 같은 표면 결함이 생길 수 있다. Moldex3D의 해석 매개변수 옵션을 사용하면 사용자들이 참고 값에 따라 보압 시간을 설정할 수 있도록 허용하며 게이트 고화시간의 결과를 가늠할 수 있다. 이 기능을 이용하여 정확하게 게이트 디자인과 보압 매개변수 및 성형 조건을 설정할 때 제품의 품질을 향상시킬 수 있다.
Step 1: 첫째, 파트와 러너 시스템을 포함한 완성된 모델(그림 1)을 불러온다.
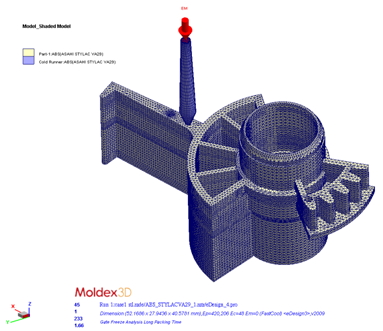 그림1. 해석 모델
그림1. 해석 모델
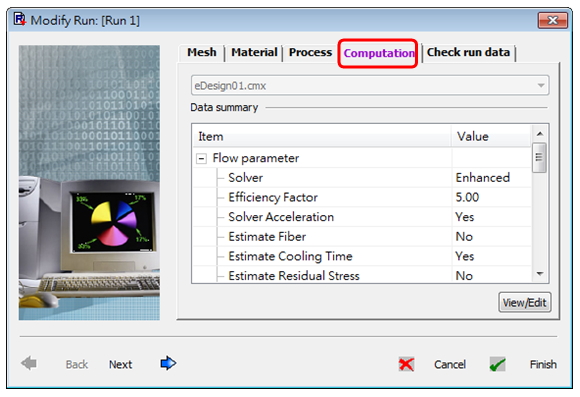
Step 2-1: 모델을 불러온 후에, 수지와 사출 조건들의 정의를 내리고, “computation” 페이지에 들어간다.
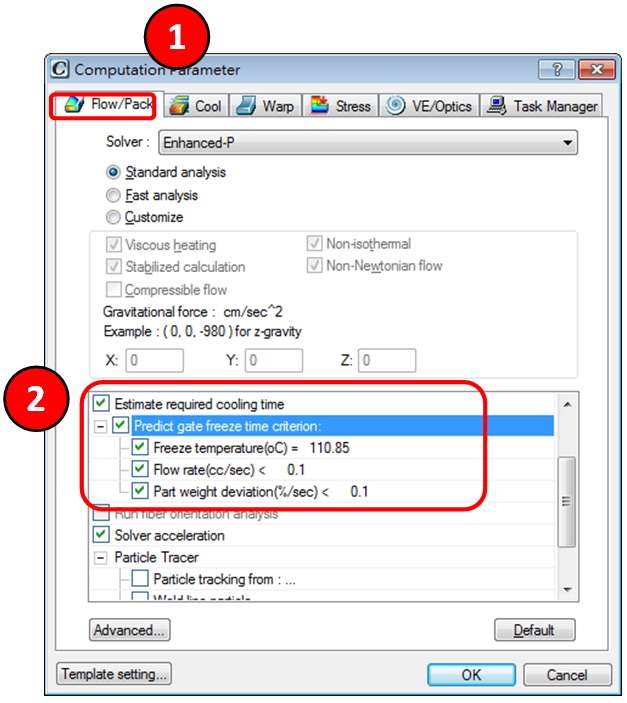
Step 2-2: “Flow/Pack”의 설정에서 “Predict gate freeze time criterion” 옵션을 체크한다. 해석 평가의 평가 기준에 사용자들이 선택할 수 있는 3가지 조건이 있다. 그 조건들은 사용자들의 요구에 따라 수치적으로 표시할 수 있다. 고화시간은 게이트 부분이 설정된 온도보다 낮은 시점으로써 정의된다. (예 110.85℃); 사출 유량 (cc/sec)은 게이트 단면에서 용융수지가 통과할 때, 설정보다 그 값이 작을 때 게이트 고화로 정의된다. (예 0.1); 제품의 중량 변화율(%/sec)은 전체 중량의 변화값이 설정된 값보다 작으면 게이트 고화로 정의된다. (예 0.1) 만약 3가지 옵션을 모두 선택하려면, 설계자는 1-3 옵션을 선택하면 된다. 게이트 고화시간은 3가지 조건에 따라 계산된다.
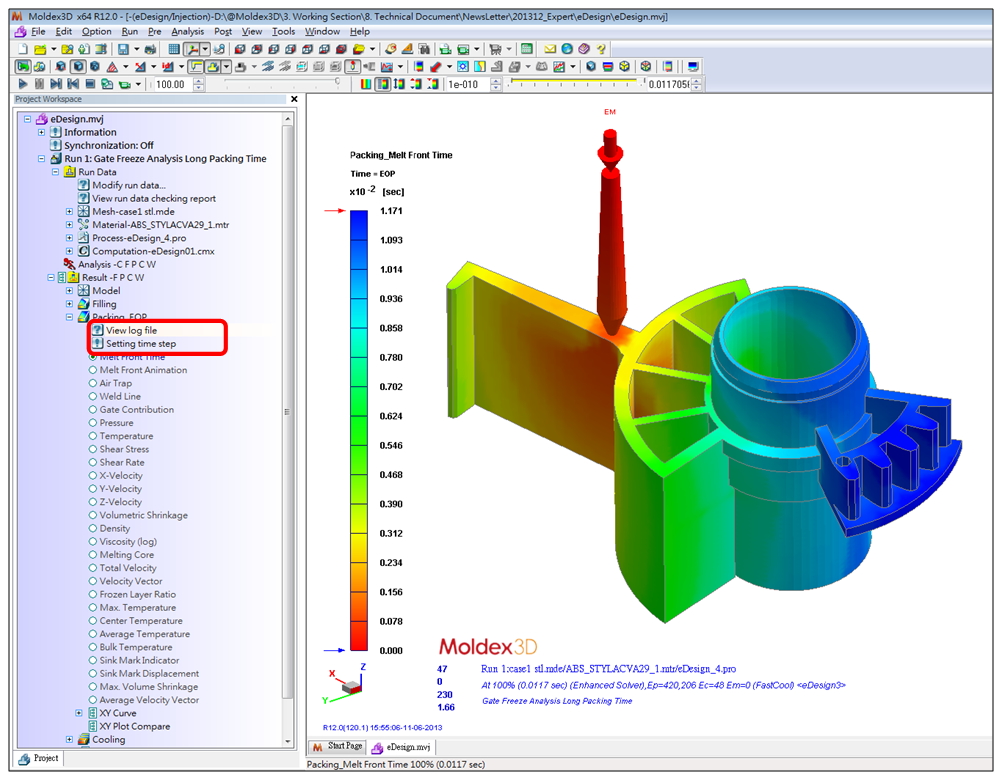
Step 3: 해석이 끝난 후 보압 해석결과를 열고 “View log file”를 클릭한다. ![]()
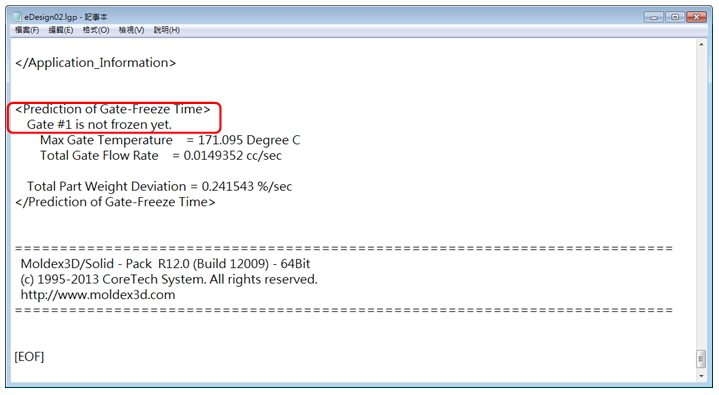
Step 4-1: 만약 보압시간이 너무 짧다면, “Gate is not frozen yet”라는 빨간 표시 안의 메시지가 보일 것이다. 그렇다면 설계자는 늘어난 보압시간을 추천해야 한다.
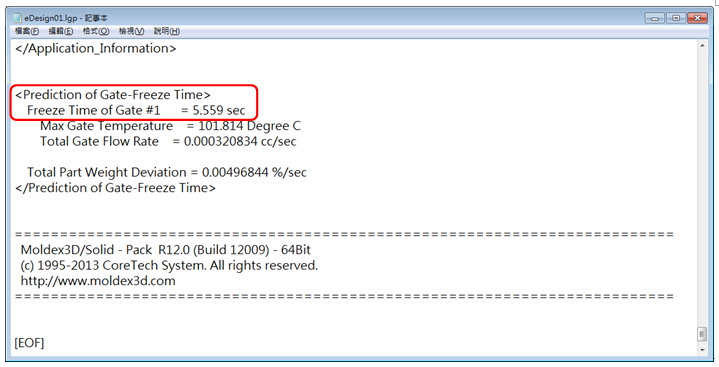
Step 4-2: 만약 보압시간이 너무 길다면, “Freeze Time of Gate=predicted seconds”라는 메시지를 볼 것이다. 이 경우 5.559초로 추정되었다.
이 기능은 멀티 게이트 디자인도 지원한다. 즉, 각 게이트의 고화 시간을 개별적으로 추정할 수 있는 기능이다.
Step 5: 이 케이스의 결과를 비교하는 것은 아래와 같다. 모든 공정 조건은 동일하다. 보압시간이 각각 3초와 6초인 제품 변형량의 크기를 비교한다. 이 분석 결과는 고화되지 않는 게이트보다 고화된 게이트가 치수정밀도가 더 좋다는 것을 나타낸다.
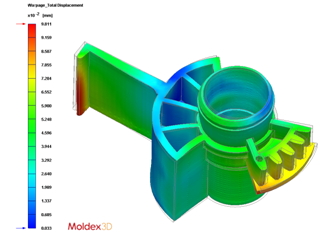 (a) 고화 되지 않는 게이트의 총 변위량, (0.033~9.811 (x10-2)mm (packing 3 sec)
(a) 고화 되지 않는 게이트의 총 변위량, (0.033~9.811 (x10-2)mm (packing 3 sec)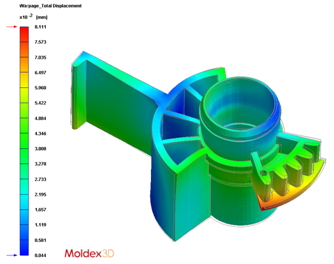 (b) 고화된 게이트의 총 변위량, 0.044~8.111 (x10-2)mm (packing 6 sec)
(b) 고화된 게이트의 총 변위량, 0.044~8.111 (x10-2)mm (packing 6 sec)